High Barrier 8021 Aluminum Foil in Cold-Formed Pharmaceutical Packaging: Advantages and Applications
Introduction
The pharmaceutical packaging industry has witnessed significant technological advancements over the past decades, driven by increasing demands for drug safety, stability, and shelf-life extension. Cold-formed packaging, widely adopted for tablets, capsules, and powders, provides exceptional protection against environmental factors such as moisture, oxygen, and light. Among the various materials used, aluminum foil has emerged as a leading choice due to its unique combination of mechanical strength, barrier properties, and process adaptability.
High Barrier 8021 Aluminum Foil has become a preferred material in cold-formed pharmaceutical packaging due to its superior barrier performance, mechanical durability, and compliance with stringent pharmaceutical standards. This foil not only protects sensitive drugs from degradation but also ensures compatibility with modern sterilization methods, making it an ideal choice for global pharmaceutical manufacturers.
This article delves into the technical characteristics, advantages, and application scenarios of High Barrier 8021 Aluminum Foil in cold-formed pharmaceutical packaging, highlighting its critical role in maintaining drug quality and stability.
1: Overview of 8021 Aluminum Foil
1.1 Composition and Material Characteristics
High Barrier 8021 Aluminum Foil is an aluminum-magnesium alloy primarily composed of:
| Element | Typical Content (%) |
|---|---|
| Aluminum (Al) | 97–98.5 |
| Magnesium (Mg) | 1–1.5 |
| Manganese (Mn) | ≤0.5 |
| Others | ≤1 |
The alloy is designed to combine the ductility of pure aluminum with the strength provided by magnesium, making it particularly suitable for cold-forming processes. Its excellent mechanical properties ensure that the foil maintains integrity during deep drawing, forming, and sealing operations without cracking.
Key Material Characteristics:
- High Strength: Superior tensile strength ensures durability during mechanical processing.
- Good Formability: Supports complex cold-forming shapes for blister packs and multi-compartment trays.
- Consistent Thickness: Uniform foil thickness improves sealing reliability and ensures accurate barrier performance.
1.2 Comparison with Common Pharmaceutical Foils
| Alloy | Tensile Strength (MPa) | Elongation (%) | Barrier Property |
|---|---|---|---|
| 8021 | 120–150 | 6–10 | High (Moisture, Oxygen, Light) |
| 8011 | 90–120 | 8–12 | Moderate |
| 1235 | 60–100 | 10–15 | Moderate-Low |
High Barrier 8021 Aluminum Foil outperforms traditional pharmaceutical foils in both mechanical strength and barrier properties, making it a premium choice for high-value, sensitive drugs.

2: Technical Requirements of Cold-Formed Pharmaceutical Packaging
2.1 Cold-Forming Process Overview
Cold-formed packaging involves forming aluminum foil at room temperature into blisters, pockets, or trays that securely house tablets, capsules, or powders. This process is favored for its precision, minimal thermal impact on drugs, and high barrier integrity. The general steps include:
- Foil Feeding and Flattening: Ensures uniform thickness for consistent forming.
- Forming: Deep drawing or stamping creates cavities for individual doses.
- Filling: Drugs are deposited into the cavities.
- Sealing: Foil is sealed with lidding or laminate layers to maintain barrier properties.
2.2 Material Performance Requirements
To ensure the quality and stability of pharmaceuticals, cold-formed aluminum foils must meet strict criteria:
| Requirement | Specification |
|---|---|
| Moisture Barrier | Water vapor transmission rate (WVTR) ≤ 0.005 g/m²/day |
| Oxygen Barrier | Oxygen transmission rate (OTR) ≤ 0.1 cm³/m²/day |
| Mechanical Strength | Tensile strength ≥ 120 MPa |
| Formability | No cracks or pinholes during forming |
| Chemical Compatibility | Non-reactive with common drugs and excipients |
High Barrier 8021 Aluminum Foil meets or exceeds these requirements, providing reliable protection against moisture, oxygen, and light, which are critical factors in drug stability.
2.3 Advantages of High Barrier 8021 Aluminum Foil in Cold Forming
- Superior Protection: Effectively prevents moisture ingress, oxygen permeation, and photodegradation.
- Enhanced Mechanical Integrity: Supports deep cavity forming without tears or defects.
- Thermal Compatibility: Can withstand sterilization methods such as gamma irradiation or autoclaving without compromising barrier properties.
- Regulatory Compliance: Fully compatible with FDA, USP, and EU pharmaceutical standards.
3: Advantages of High Barrier 8021 Aluminum Foil
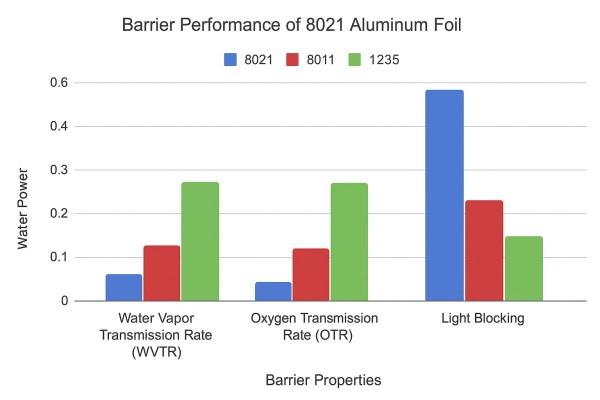
3.1 Exceptional Barrier Performance
High Barrier 8021 Aluminum Foil is specifically engineered to provide maximum protection against moisture, oxygen, and light—three critical factors affecting drug stability. Its barrier performance ensures:
- Moisture Resistance: Prevents hygroscopic drugs from absorbing water, reducing the risk of degradation or caking.
- Oxygen Impermeability: Protects oxidation-sensitive compounds, such as vitamins, antibiotics, and biologics.
- Light Protection: Shields photo-sensitive drugs from UV and visible light, maintaining potency and appearance.
Barrier Comparison Table:
| Foil Type | Water Vapor Transmission Rate (WVTR, g/m²/day) | Oxygen Transmission Rate (OTR, cm³/m²/day) | Light Blocking |
|---|---|---|---|
| 8021 | ≤ 0.005 | ≤ 0.1 | Excellent |
| 8011 | 0.01–0.02 | 0.2 | Moderate |
| 1235 | 0.02–0.05 | 0.3 | Low |
This data demonstrates that High Barrier 8021 Aluminum Foil provides superior protection, particularly for high-value or highly sensitive pharmaceuticals.
3.2 Mechanical and Cold-Forming Advantages
The mechanical integrity of 8021 Aluminum Foil allows it to withstand deep cavity forming without cracking, tearing, or delamination. Key advantages include:
- High Strength: Tensile strength up to 150 MPa supports complex cavity shapes.
- Good Ductility: Elongation of 6–10% ensures smooth forming even in thick foils.
- Consistent Thickness: Uniform foil thickness prevents weak spots that may compromise barrier properties.
Mechanical Properties Table:
| Property | 8021 | 8011 | 1235 |
|---|---|---|---|
| Tensile Strength (MPa) | 120–150 | 90–120 | 60–100 |
| Elongation (%) | 6–10 | 8–12 | 10–15 |
| Cold-Forming Performance | Excellent | Good | Moderate |
3.3 Compatibility with Pharmaceutical Sterilization
Cold-formed pharmaceutical packages often undergo sterilization through gamma irradiation, ethylene oxide (EtO), or autoclaving. High Barrier 8021 Aluminum Foil demonstrates:
- Thermal Stability: Maintains shape and barrier properties under sterilization temperatures.
- Chemical Inertness: No interaction with active pharmaceutical ingredients (APIs) or excipients.
- Process Adaptability: Compatible with automated filling and sealing equipment.
3.4 Compliance with Regulatory Standards
Pharmaceutical-grade aluminum foils must comply with global regulations to ensure drug safety. High Barrier 8021 Aluminum Foil meets:
- FDA (U.S.): CFR Title 21 Part 177 for indirect food contact and pharmaceutical packaging.
- EU Pharmacopeia: Compliance with EN 13726 for sterile barrier systems.
- USP Standards: Non-reactive and safe for sensitive formulations.
By meeting these standards, 8021 Aluminum Foil is a reliable material for global pharmaceutical supply chains.
4: Application Cases in Cold-Formed Pharmaceutical Packaging
4.1 Tablets and Capsules
High Barrier 8021 Aluminum Foil is widely used for blisters that contain tablets and capsules. Its advantages in these applications include:
- Protection against moisture and oxidation.
- Maintains tablet integrity during transport and storage.
- Supports complex blister cavity designs for multiple dosages.
Example Table: Tablet and Capsule Blister Packaging
| Drug Type | Package Form | Foil Thickness (µm) | Barrier Requirement | Performance |
|---|---|---|---|---|
| Antibiotic Tablets | Blister Pack | 200 | WVTR ≤ 0.005 | Maintained potency >24 months |
| Vitamin Capsules | Blister Pack | 180 | OTR ≤ 0.1 | Color and efficacy preserved |
| Effervescent Tablets | Multi-Cavity Tray | 250 | Moisture resistant | No degradation under high humidity |
4.2 Powders and Lyophilized Drugs
Lyophilized (freeze-dried) powders are highly sensitive to moisture. 8021 Aluminum Foil provides:
- Strong sealing integrity preventing moisture ingress.
- Resistance to pinholes and mechanical damage.
- Suitability for primary packaging in pharmaceutical vials or trays.
Case Study: Lyophilized Vaccine Packaging
| Vaccine Type | Package | Foil Type | Stability Outcome |
|---|---|---|---|
| COVID-19 mRNA | Cold-Formed Tray | 8021 | Maintained efficacy >12 months at 2–8°C |
| Influenza | Vial Seal | 8021 | No moisture absorption, preserved bioactivity |
4.3 Cost-Benefit and Operational Advantages
While High Barrier 8021 Aluminum Foil may have a slightly higher material cost compared to 8011 or 1235 foils, its superior barrier properties reduce drug wastage, enhance shelf-life, and ensure regulatory compliance—leading to overall operational efficiency.
Cost-Performance Comparison Table:
| Foil Type | Material Cost | Shelf-Life Protection | Operational Efficiency |
|---|---|---|---|
| 8021 | High | Excellent | High |
| 8011 | Medium | Moderate | Medium |
| 1235 | Low | Limited | Low |
This demonstrates that the long-term benefits of 8021 foil outweigh the initial material cost.

5: Industry Standards and Certifications
5.1 Global Regulatory Compliance
High Barrier 8021 Aluminum Foil must comply with stringent regulations to ensure patient safety and drug stability. Key standards include:
- FDA (U.S.)
- CFR Title 21, Part 177: Specifies the use of indirect food-contact and pharmaceutical-grade aluminum foils.
- Ensures non-toxicity and chemical inertness in packaging applications.
- European Pharmacopeia (EU)
- EN 13726: Outlines requirements for sterile barrier systems in pharmaceutical packaging.
- Guarantees mechanical integrity and barrier properties after sterilization.
- USP (United States Pharmacopeia)
- Chapter <661>: Evaluates plastic and aluminum packaging materials for safety and stability.
- Confirms compatibility with a wide range of APIs and excipients.
5.2 Quality Assurance and Testing
To meet regulatory requirements, 8021 Aluminum Foil undergoes rigorous testing:
| Test Type | Purpose | Typical Standard |
|---|---|---|
| Water Vapor Transmission Rate (WVTR) | Moisture barrier evaluation | ≤ 0.005 g/m²/day |
| Oxygen Transmission Rate (OTR) | Oxygen barrier evaluation | ≤ 0.1 cm³/m²/day |
| Tensile and Elongation Test | Mechanical integrity | Tensile ≥ 120 MPa, Elongation 6–10% |
| Pinhole Inspection | Packaging reliability | No detectable pinholes per 1000 cm² |
| Compatibility Test | Chemical inertness with drugs | USP <661>, EN 13726 |
These tests ensure that each batch of 8021 foil maintains consistent barrier properties, mechanical strength, and chemical safety.
5.3 Certification Advantages
Using 8021 Aluminum Foil certified to these standards provides several benefits:
- Regulatory Acceptance: Facilitates approval in multiple markets.
- Patient Safety Assurance: Prevents drug degradation due to environmental exposure.
- Supply Chain Reliability: Reduces recalls and product loss due to packaging failure.

6: Future Trends of Pharmaceutical Aluminum Foil Packaging
6.1 High-Performance Barrier Materials
The demand for highly sensitive drugs, biologics, and vaccines continues to grow. Future trends include:
- Thinner yet stronger foils with enhanced barrier properties.
- Multi-layer laminates integrating 8021 Aluminum Foil with polymer coatings.
- Improved moisture and oxygen barrier to extend shelf-life beyond current standards.
6.2 Environmental and Sustainability Considerations
Sustainability is becoming a critical factor in pharmaceutical packaging:
- Recyclability: 8021 Aluminum Foil is fully recyclable without compromising quality.
- Reduced Material Waste: Advanced cold-forming technology allows precise foil usage, minimizing scrap.
- Eco-Friendly Coatings: Development of biodegradable or polymer-free coatings for secondary barrier protection.
6.3 Smart and Traceable Packaging
The integration of digital technologies is emerging:
- RFID or QR Codes: Embedded into aluminum foils for real-time traceability.
- Temperature Indicators: Ensure cold chain integrity for sensitive biologics.
- Tamper-Evident Seals: Enhance patient safety and regulatory compliance.
These innovations complement the inherent high barrier performance of 8021 Aluminum Foil, creating smarter, safer, and more sustainable pharmaceutical packaging.
Conclusion
High Barrier 8021 Aluminum Foil represents a premium solution for cold-formed pharmaceutical packaging. Its advantages include:
- Superior Barrier Performance: Exceptional protection against moisture, oxygen, and light.
- Mechanical Integrity: High strength and formability support complex packaging designs.
- Regulatory Compliance: Meets FDA, USP, and EU standards for drug safety.
- Application Versatility: Suitable for tablets, capsules, powders, and lyophilized products.
- Future-Ready: Supports sustainable, smart, and innovative packaging solutions.
In conclusion, adopting High Barrier 8021 Aluminum Foil ensures pharmaceutical manufacturers can maintain drug efficacy, extend shelf-life, and comply with global standards, making it a preferred material for modern cold-formed pharmaceutical packaging.