Research on Composite Recycling and Treatment Technologies for 006 Aluminum Foil Flexible Packaging
Abstract
006 aluminyo foil (thickness ≤ 0.006mm) is widely used in composite structures of flexible packaging (e.g., PE/aluminum foil/PA, PET/aluminum foil/PE) in the food, pharmaceutical, and electronics industries due to its excellent barrier properties and ductility. Gayunpaman, such flexible packaging, characterized by multi-material composition of “aluminum foil-plastic-adhesive”, faces challenges in recycling and treatment, including difficult interface separation, easy aluminum foil loss, and secondary pollution. This paper systematically analyzes the material properties of 006 aluminum foil flexible packaging, elaborates on mainstream recycling and treatment methods such as physical separation, chemical degradation, and physical-chemical combination, examines key technical difficulties, and proposes future development directions based on practical application cases. It aims to provide technical references for promoting the resource recycling of 006 aluminum foil flexible packaging.
ECO-A. Introduction
Leveraging the advantages of “lightweight + high barrier”, 006 aluminum foil flexible packaging has an annual consumption of over one million tons in fields such as aseptic food packaging (e.g., dairy pillow packaging), pharmaceutical blister packaging, and electronic component shielding packaging. Gayunpaman, after disposal, aluminum foil in landfills takes centuries to degrade, while plastic layers easily cause microplastic pollution; incineration releases toxic gases and wastes aluminum resources (the energy consumption of bauxite mining is 20 times that of recycled aluminum). According to data from the China Packaging Federation, the recycling rate of 006 aluminum foil flexible packaging in China was less than 30% sa 2024, far lower than the 65% recycling rate of ordinary aluminum products. Kaya nga, developing efficient and environmentally friendly recycling and treatment technologies is of great significance for achieving the “dual carbon” goals and circular economy.
ECO-B. Material Properties and Recycling Challenges of 006 Aluminum Foil Flexible Packaging
A. Core Material Properties
- Properties of 006 Aluminum Foil: It has an ultra-thin thickness (0.005-0.006mm) and high purity (≥99.7%). Despite excellent ductility, it has low tensile strength (≤120MPa) and is prone to damage during mechanical processing. A thin Al₂O₃ film (3-5nm thick) is easily formed on its surface due to oxidation, which improves corrosion resistance but affects the subsequent purification efficiency of aluminum resources.
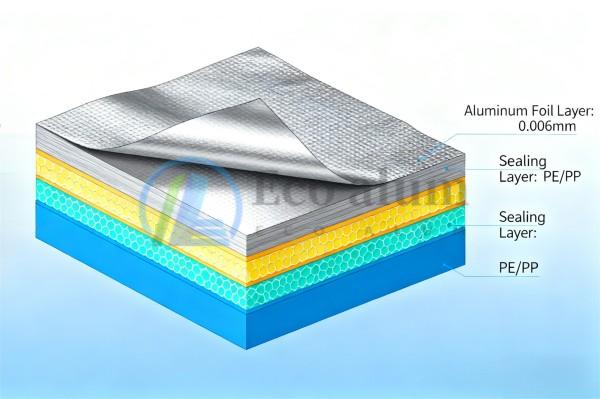
- Properties of Composite Structure: The mainstream composite system is “substrate layer (PET/PA) + aluminum foil layer + heat-sealing layer (PE/PP)”, bonded by solvent-based adhesives (e.g., polyurethane adhesives) or co-extrusion compounding processes. Kabilang sa mga ito, polyurethane adhesives have high cross-linking density (gel content ≥85%), strong solvent resistance, and wide temperature resistance range (-40-120℃), becoming the core obstacle to interface separation.
B. Core Recycling Challenges
- Low Interface Separation Efficiency: The interface bonding energy between the adhesive and aluminum foil/plastic layer reaches 20-30J/m². Conventional physical methods are difficult to break the bonding bonds, resulting in incomplete separation of aluminum foil and plastic (separation purity ≤80%).
- Severe Aluminum Foil Loss: 006 aluminum foil is thin and brittle, easily causing “aluminum powder loss” (loss rate ≥10%) during crushing and sorting. Its oxidation rate increases by 5%-8% with prolonged processing time.
- Risk of Secondary Pollution: In chemical treatment, the volatile volume of solvents (e.g., toluene, ethyl acetate) reaches 50-100mg/m³; pyrolysis produces VOCs (e.g., benzene series) and dioxins (content ≤0.1ng TEQ/m³), requiring additional investment in exhaust gas treatment costs.
- Economic Imbalance: The cost of traditional recycling processes is approximately 2,000-3,000 RMB/ton, while the selling price of recycled aluminum is only 500-800 RMB/ton lower than that of primary aluminum, leading to low enthusiasm of enterprises for recycling.
ECO-C. Composite Recycling and Treatment Methods for 006 Aluminum Foil Flexible Packaging
A. Physical Recycling Method: Low Pollution and Easy Scaling
Centered on “mechanical separation + physical sorting”, the physical method is suitable for composite flexible packaging with low adhesive content (≤5%). Typical processes are as follows:
- Low-Temperature Crushing-Electrostatic Separation Process
- Process: Place the flexible packaging in a low-temperature environment (-80~-100℃) to embrittle the plastic layer (glass transition temperature decreases by 20-30℃), then crush it into 5-10mm particles using a hammer crusher; separate aluminum foil (conductor) and plastic (insulator) by an electrostatic separator (voltage 30-50kV) based on their electrical differences.
- Effect: Aluminum recovery rate ≥85%, plastic purity ≥90%, energy consumption approximately 80-100kWh/ton; however, for flexible packaging with high adhesive content, the aluminum foil surface retains adhesive (content ≥3%) after sorting, requiring subsequent polishing.
- Thermal Peeling-Briquetting Process
- Principle: Use infrared heating (120-150℃) to soften the adhesive (viscosity decreases to 1,000-2,000mPa・s), separate the aluminum foil and plastic layer with a roller peeler; press the aluminum foil into aluminum cakes using a briquetting machine (pressure 10-15MPa), and recycle the plastic layer through granulation.
- Advantage: Good integrity of aluminum foil (damage rate ≤3), suitable for high-end aluminum foil recycling; disadvantage: high energy consumption (150-200kWh/ton) and easy adhesion of PE heat-sealing layer to the roller.

B. Chemical Recycling Method: High Purity and Strong Targeting
The chemical method destroys the structure of adhesives or plastics using solvents or reagents to achieve efficient aluminum foil recycling, suitable for high-value-added flexible packaging (e.g., parmasyutiko packaging):
- Solvent Dissolution Method
- Process: Use N-methylpyrrolidone (NMP) or dimethylformamide (DMF) as solvents, soak the flexible packaging at 80-100℃ for 2-4h to dissolve polyurethane-based adhesives in the solvent; separate the aluminum foil by filtration, recover the solvent through distillation (recovery rate ≥90%), and dry the plastic layer with water washing before granulation.
- Index: Aluminum foil purity ≥99.5%, recovery rate ≥95%; however, the solvent cost is high (NMP is approximately 15 RMB/kg), and strict control of solvent volatilization is required (occupational exposure limit 200mg/m³).
- Acid-Base Catalyzed Degradation Method
- Classification: Acidic systems (e.g., 10%-15% H₂SO₄, 80-90℃) can degrade polyamide (PA) substrates, while alkaline systems (e.g., 5%-8% NaOH, 60-70℃) can degrade polyvinyl alcohol (PVA) adhesives.
- Application: For PET/aluminum foil/PA flexible packaging, first decompose the PA layer with acid, then degrade the residual adhesive with alkali to finally obtain pure aluminum foil (purity ≥99.2%); however, acid-base waste liquid needs neutralization treatment (pH adjusted to 6-8), producing salt residues (approximately 5%-8% of the processing volume).
C. Physical-Chemical Combined Method: Efficient Synergy and Cost Balance
Integrating the scalability of physical methods and high purity of chemical methods, the combined method is the current mainstream development direction:
- Crushing-Ultrasonic Assisted Solvent Method
- Process: Crush the flexible packaging into 2-3mm particles at room temperature, add ethanol-water mixed solvent (volume ratio 3:1), and under the action of an ultrasonic field (power 300-500W, frequency 20-40kHz), the adhesive dispersion efficiency increases by 40%-60%; separate the aluminum foil by centrifugation (recovery rate ≥92%), and dry the plastic particles with hot air (60-70℃) for recycling.
- Advantage: Solvent consumption reduced by 30%, processing cycle shortened to 1-2h, cost reduced to 1,500-2,000 RMB/ton. It has been applied on a large scale in a domestic food packaging recycling enterprise (processing capacity 500 tons/month).
- Pyrolysis-Melting Separation Method
- Principle: Pyrolyze the flexible packaging in an oxygen-free pyrolysis furnace (400-500℃) to convert the plastic layer into an oil-gas mixture (usable as fuel) and decompose the adhesive into small-molecule compounds; melt the aluminum foil in a melting furnace (660-700℃), remove the surface oxide layer by adding 3%-5% cryolite as a flux, and cast it into aluminum ingots (purity ≥98.5%).
- Feature: No solvent pollution, oil-gas recovery rate ≥70%; however, it requires supporting exhaust gas treatment systems (e.g., activated carbon adsorption + catalytic combustion) and high initial equipment investment (approximately 20 million RMB per production line).

D. Technical Parameter Comparison of Mainstream Recycling Methods
To intuitively present the advantages and disadvantages of different methods, the core technical parameters are summarized in the following table:
| Recycling Method Type | Process Name | Core Operating Conditions | Aluminum Recovery Rate | Plastic Purity | Energy Consumption (kWh/ton) | Processing Cost (RMB/ton) | Application Scenario |
| Physical Method | Low-Temperature Crushing-Electrostatic Separation | Temperature -80~-100℃, Voltage 30-50kV | ≥85% | ≥90% | 80-100 | 1,200-1,800 | Ordinary flexible packaging with adhesive content ≤5% |
| Physical Method | Thermal Peeling-Briquetting | Temperature 120-150℃, Pressure 10-15MPa | ≥92% | ≥88% | 150-200 | 1,800-2,500 | Scenarios requiring aluminum foil integrity |
| Chemical Method | Solvent Dissolution (NMP) | Temperature 80-100℃, Soaking 2-4h | ≥95% | ≥92% | 50-80 | 3,000-4,500 | Pharmaceutical packaging with high purity requirements |
| Chemical Method | Acid-Base Catalyzed Degradation | Acidolysis 80-90℃/Alkalinolysis 60-70℃ | ≥94% | ≥85% | 60-90 | 2,500-3,500 | PET/PA substrate flexible packaging |
| Combined Method | Crushing-Ultrasonic Assisted Solvent | Ultrasonic Power 300-500W, Solvent Ethanol-Water 3:1 | ≥92% | ≥93% | 70-110 | 1,500-2,000 | Large-scale food packaging recycling |
| Combined Method | Pyrolysis-Melting Separation | Pyrolysis 400-500℃, Melting 660-700℃ | ≥90% | – | 200-250 | 2,200-3,000 | Scenarios requiring no solvent pollution |
ECO-D. Analysis of Typical Application Cases
A. Recycling Project of a Domestic Dairy Enterprise
- Processing Object: PE/aluminum foil/PA aseptic pillow packaging (006 aluminum foil content approximately 15%)
- Process Route: Low-temperature crushing (-90℃) → Electrostatic separation → Ultrasonic assisted ethanol dissolution → Aluminum foil briquetting → Plastic granulation
- Effect: Aluminum recovery rate 95.3%, plastic recovery rate 88.7%. Recycled aluminum is used to produce aluminum foil blanks (cost 650 RMB/ton lower than primary aluminum), and recycled plastic is used to make packaging pallets, reducing annual CO₂ emissions by approximately 800 tons.
B. Technology of a European Pharmaceutical Packaging Recycling Enterprise
- Processing Object: PET/aluminum foil/PP blister packaging (006 aluminum foil purity 99.9%)
- Process Route: Supercritical CO₂ extraction (temperature 31℃, pressure 7.38MPa) → Aluminum foil purification → PET recycling
- Advantage: Supercritical CO₂ has an adhesive dissolution rate of 98% with no solvent residue. The aluminum foil purity reaches 99.8%, and recycled PET is used to produce pharmaceutical-grade packaging substrates, complying with EU REACH regulations. Gayunpaman, the processing cost is approximately 4,000 RMB/ton, suitable only for high-end fields.
C. Performance Comparison Table of Typical Cases
| Case Source | Processing Object | Core Process | Aluminum Recovery Rate | Plastic Recovery Rate | Recycled Product Purity | Unit Processing Cost (RMB/ton) | Environmental Indicator (Annual CO₂ Reduction) |
| Domestic Dairy Enterprise | PE/Aluminum Foil/PA Aseptic Pillow Packaging | Low-Temperature Crushing + Ultrasonic Assisted Solvent | 95.3% | 88.7% | Aluminum ≥99.2%, Plastic ≥92% | 1,800 | 800 tons |
| European Pharmaceutical Enterprise | PET/Aluminum Foil/PP Blister Packaging | Supercritical CO₂ Extraction | 99.8% | 95.0% | Aluminum ≥99.8%, PET ≥99% | 4,000 | 500 tons (small-batch processing) |
| Domestic Electronic Enterprise* | PET/Aluminum Foil/PI Shielding Packaging | Pyrolysis-Melting Separation | 92.5% | – (Pyrolyzed into Fuel) | Aluminum ≥98.5% | 2,500 | 1,200 tons (large-scale processing) |
Note: *The case of the domestic electronic enterprise is a supplementary industrial application. The pyrolysis-melting process is used to treat high-temperature resistant flexible packaging containing PI (polyimide), and the plastic layer is pyrolyzed into fuel for energy recovery.

ECO-E. Future Development Directions and Suggestions
A. Technical Innovation Directions
- R&D of Green Separation Technologies: Develop low-pollution technologies such as enzyme-degradable adhesives (e.g., lipase has a polyurethane degradation rate ≥80%) and plasma surface treatment (breaking the aluminum foil oxide layer) to reduce processing costs.
- High-Value Utilization Paths: Use recycled aluminum foil for lithium battery current collectors (requiring purity ≥99.9%) and recycled plastic to prepare antibacterial packaging materials (adding nano-ZnO) to improve the added value of products.
B. Policy and Industrial Collaboration
- Improve the Recycling System: Implement the Extended Producer Responsibility (EPR) system, requiring packaging enterprises to bear more than 30% of the recycling costs; establish a three-level network of “community recycling – centralized sorting – professional processing” to improve the raw material recovery rate.
- Economic Incentive Measures: Provide a subsidy of 500 RMB/ton for recycled aluminum foil products and exempt recycling enterprises from value-added tax to reduce initial investment risks.
ECO-F. Pangwakas na Salita
The recycling and treatment of 006 aluminum foil flexible packaging needs to overcome four core issues: “interface separation – aluminum foil protection – pollution control – cost balance”. Physical methods are suitable for large-scale preprocessing, chemical methods can achieve high-purity recycling, and physical-chemical combined methods are the optimal technical path currently. As shown in the table comparison, ang “crushing-ultrasonic assisted solvent process” among combined methods achieves the best balance in cost, recovery rate, and environmental friendliness, and has met the conditions for large-scale promotion. In the future, through technical innovation (e.g., green separation, high-value utilization), policy guidance (e.g., EPR system, subsidy incentives), and industrial collaboration (upstream and downstream industrial chain integration), the recycling rate of 006 aluminum foil flexible packaging should be increased from the current 30% to over 60% by 2030, achieving a win-win situation for resource recycling and environmental benefits.