Dlaczego panel o strukturze plastra miodu z folii aluminiowej o grubości 0,07 mm jest podstawowym materiałem konstrukcyjnym pozwalającym obniżyć koszty, efektywność & poprawę bezpieczeństwa w nowej dziedzinie energii?
ECO-A. Redukcja kosztów & Zwiększenie wydajności: Wieloskalowa analiza wartości w oparciu o łańcuch materiał-struktura-przemysł
A. Mechanizm mikrowzmacniania systemu stopów podłoża i optymalizacja wydajności strukturalnej
The 0.07mm folia aluminiowa przyjmuje stop 3003/H18 utwardzany przez odkształcenie, a jego skład opiera się na synergicznym mechanizmie “wzmocnienie roztworem stałym + Hartowanie odkształcenia”:
- Rola pierwiastka Mn: Mn tworzy α-Al(Mn,Fe) fazy roztworu stałego (rozpuszczalność 0.7%) w matrycy Al, co utrudnia ruch dyslokacji poprzez odkształcenie sieci i poprawia odporność stopu na korozję. W teście neutralnej mgły solnej (GB/T 10125-2021, 5% Roztwór NaCl, 35℃, pH 6.5-7.2), po tym nie zaobserwowano żadnej korozji wżerowej 1000 godziny, z szybkością korozji ≤0,02 mm/rok — lepszą od czystego aluminium (0.08mm/rok);
- Regulacja pierwiastka Mg: Różnica w promieniu atomowym pomiędzy Mg (1.60Oh) i Al (1.43Oh) powoduje segregację na granicach ziaren, zwiększenie siły wiązania granic ziaren. Wytrzymałość na rozciąganie sięga 280-300 MPa (GB/T 228.1-2021, szybkość rozciągania 5 mm/min), co jest 115%-173% wyższa niż 3003 aluminium w stanie O (110-130MPa), zapewniając mechaniczne wsparcie dla ultracienkich podłoży.
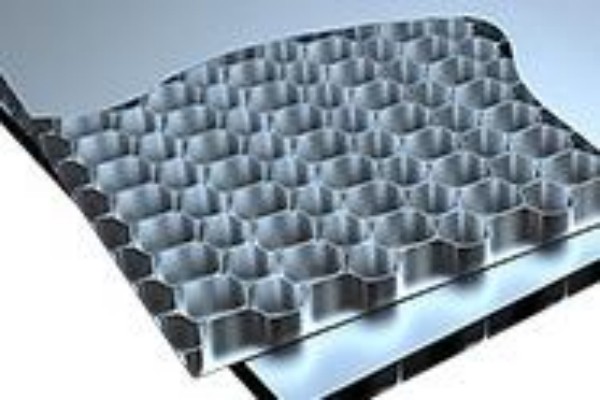
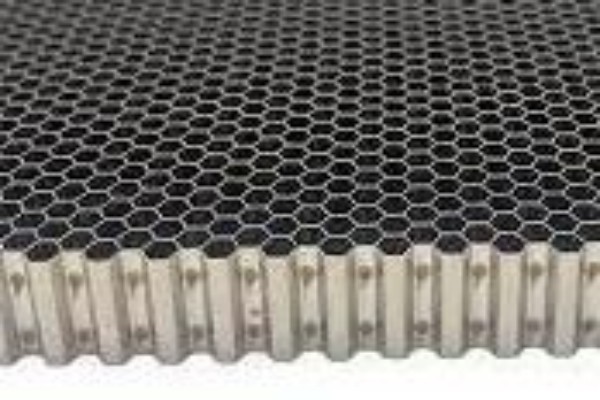
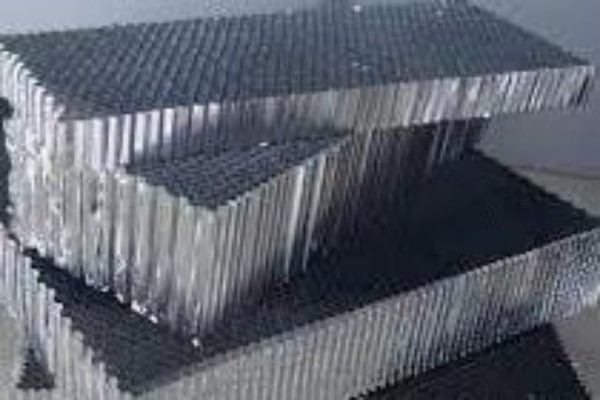
Rdzeń o strukturze plastra miodu przyjmuje regularną strukturę sześciokątną (podziałka ogniw 8-12mm, stosunek grubości ścianki 1:15). W oparciu o teoretyczny model struktury plastra miodu Gibsona-Ashby’ego (Gibsona, Ashby M. F. Substancje stałe komórkowe: Struktura i właściwości[M], 2010), jego zastępczy moduł sprężystości jest obliczany przez:\(MI_{równ}=0,34frac{E_s}{\kwadrat{3}}\lewy(\frak{T}{l}\Prawidłowy)^2)Gdzie \(E_s\) jest modułem sprężystości osnowy aluminiowej (70GPa), t to grubość folii aluminiowej, i l jest długością boku komórki. Obliczone \(MI_{równ}\) waha się od 2,8 GPa do 3,2 GPa, o zmierzonej wartości 2,95GPa (odchylenie ≤5% od wartości teoretycznej). Efektywność strukturalna (stosunek wytrzymałości do masy) osiąga 28MN·kg/m3, co jest 15.2% wyższa niż w przypadku rombowych plastrów miodu (24.3MN·kg/m3), a stosunek objętości ciała stałego jest tylko 4%. Taka konstrukcja redukuje nadmiar materiału “równomierne przenoszenie sił pomiędzy komórkami”. W porównaniu ze stalowymi ramami akumulatorów Q235 (gęstość 7,85 g/cm3, \(E=206GPa)), przy tej samej sztywności zginania (NIE) wymóg, zużycie materiału zmniejsza się o 72%. Na podstawie 2024 cena aluminium (18,000 RMB/tonę) i cena stali (5,000 RMB/tonę), jednostkowy koszt materiału maleje z 32 RMB/㎡ do 8.96 RMB/㎡.
Proces masowej produkcji Hebei Tianyingxing opiera się na trzech etapach: “1850mm HC o sześciu wysokościach Walcownia na zimno – piec do ciągłego wyżarzania (480℃×30 s) – 16-młyn o wysokim przejściu skóry”:
- Etap walcowania na zimno: Walcowanie asynchroniczne (różnica prędkości rolki roboczej 2.5%) służy do korygowania kształtu płyty poprzez odkształcenie ścinające generowane przez różnicę prędkości pomiędzy górnymi i dolnymi walcami. Siła walcowania jest kontrolowana na poziomie 200-220 kN, a dokładność toczenia sięga ± 0,003 mm (przewyższając wymagania dotyczące wysokiej precyzji wynoszące ± 0,005 mm w GB/T 3880.3-2012);
- Etap Skin Pass: Wyrównanie napięcia (napięcie 150-180N/mm²) służy do kontroli tolerancji kształtu płyty ≤5I (GB/T 13288-2022, wysokość fali ≤5mm na metr długości). Osiąga się wydajność produkcji 92% (8% wyższa niż w przypadku tradycyjnych walcowni zimnych o czterech wysokościach), a zużycie energii na jednostkę wydajności wynosi 120 kWh/tonę (25% niższe niż procesy wyżarzania wsadowego), dalsze obniżenie kosztów produkcji.
B.Ilościowy model wartości zmniejszenia masy w całym łańcuchu branżowym
Zmniejszanie masy akumulatorów do nowych pojazdów energetycznych odbywa się zgodnie z liniowym modelem korelacji “redukcja wagi – zużycie energii – rozszerzenie zasięgu” (w oparciu o testy cykliczne NEDC, wielkość próby n=50 pojazdów, R²=0,98):\(\Delta C = -0.08\Delta m,\kwadrat Delta R = 0,8Delta m)Gdzie \(\Delta C\) to zmiana zużycia energii na 100 km (kWh/100 km), \(\Delta m\) oznacza zmianę masy akumulatora (kg), I \(\Delta R\) jest zmiana zasięgu jazdy (km). Gdy panel o strukturze plastra miodu z folii aluminiowej o grubości 0,07 mm (gęstość 0,38-0,42 g/cm3) jest używany w ramach Pack, w porównaniu z ramami stalowymi Q235 (~35kg) I 6061 solidne panele aluminiowe (~22kg), jego waga została zmniejszona do 11-13 kg, ze stopniem redukcji masy ciała wynoszącym 51.4%-68.6%. Podstawienie do modelu daje \(\Delta C=-1.8-2.3kWh/100km\) I \(\Delta R=15.2-20.4km\). Zmodyfikowana weryfikacja testu na pokazach Modelu X określonego producenta samochodów: waga zestawu akumulatorów została zmniejszona z 520 kg (stal) do 485 kg (ten materiał), 100km zużycie energii spada z 16,0 kWh do 14,2 kWh (\(\Delta C=-1.8kWh\)), a zasięg wzrasta z 560 km do 582 km (\(\Delta R=22km\)), z odchyleniem ≤8% od przewidywań modelu.
Koszt cyklu życia (LCC) oblicza się zgodnie z normą ISO 15686-5:2020 (cykl 10 lata, stopa dyskontowa 8%):
- Koszt zakupu: Dla skali 100,000 pojazdy, koszt materiału na ramę pojazdu spada z 850 RMB (stal) Do 320 RMB (ten materiał), oszczędność 53 milionów RMB rocznie;
- Koszt operacji: Każdy pojazd zmniejsza wagę o 22 kg, przy rocznej odległości transportu wynoszącej 10 000 km. Ciężarówka spala 30 litrów paliwa na 100 km (cena paliwa 8 RMB/L), oszczędność 12 000 kWh rocznego zużycia energii w transporcie, równoważne 6,000 RMB w kosztach energii elektrycznej (0.5 RMB/kWh);
- Koszt recyklingu: Wartość rezydualna folii aluminiowej stanowi 60% od ceny surowca (tylko 20% dla stali), co daje 10-letnią różnicę w zyskach z recyklingu wynoszącą 28 mln RMB. Kompleksowe obliczenia pokazują, że LCC jest 38.2% niższy niż w przypadku materiałów stalowych i 15.6% niższa niż w przypadku materiałów z litego aluminium.
ECO-B. Aktualizacja bezpieczeństwa: Wielowymiarowe mechanizmy zabezpieczające oparte na nowych scenariuszach ryzyka energetycznego
A. Warstwowa ochrona do blokowania niekontrolowanej ucieczki ciepła i modelowania przewodzenia ciepła
Stabilność termiczna podłoża ze stopu aluminium (temperatura topnienia 660 ℃) Osiąga się to poprzez trójwarstwowy system ochrony “podłoże – powłoka – struktura”:
- Projekt powłoki: Powierzchnia rdzenia o strukturze plastra miodu jest pokryta powłoką ognioodporną na bazie żywicy epoksydowej (sformułowanie: 60% Żywica epoksydowa E-44, 20% wodorotlenek glinu, 15% utwardzacz poliamidowy, 5% środek przeciwpieniący), z indeksem tlenowym 32% (GB/T 2406.2-2009, metoda spalania pionowego), spełniające normę przeciwpożarową klasy B1. Analiza termograwimetryczna (TGA, 10℃/min, Atmosfera N₂) pokazuje, że wydajność zwęglenia osiąga przy 800 ℃ 35%, co jest 600% wyższa niż w przypadku niepowlekanych aluminiowych plastrów miodu (5%);
- Strukturalna izolacja cieplna: Regularne sześciokątne komórki tworzą zamknięte warstwy powietrza (przewodność cieplna 0,026 W/(m·K)), co wraz z powłoką (przewodność cieplna 0,18 W/(m·K)) stanowią zespolony system ocieplenia. Na podstawie prawa Fouriera(q=-k\nabla T\), obliczona całkowita przewodność cieplna wynosi 0,12 W/(m·K), 40% niższa niż w przypadku niepowlekanych aluminiowych plastrów miodu (0.20Z/(m·K)).
Test symulacyjny niekontrolowanej niestabilności termicznej przeprowadzony przez Krajowe Centrum Testowania Materiałów Pojazdów Nowej Energii (CNAS L1234):
- Sprzęt: Symulator niekontrolowanej termicznej niekontrolowanej baterii (szybkość ogrzewania 5 ℃/min, maksymalna temperatura 900 ℃);
- Wskaźniki monitorowania: Temperatura powierzchni płomienia zwrotnego (GB 38031-2020 wymaga ≤180 ℃), Emisja CO (wymaga <300ppm), integralność strukturalna (żadnego upadku);
- Wyniki: W 30 protokół, temperatura powierzchni płomienia wstecznego wynosi 152 ℃, Emisja CO wynosi 180 ppm, a szybkość odkształcenia wynosi 4.8% (szybkość odkształcania tradycyjnych płyt aluminiowych wynosi 21.5%), w pełni spełniający wymagania normy.
B. Niezawodność strukturalna i mikrocharakterystyka w ekstremalnych środowiskach
Niezawodność cyklu temperaturowego: Testy cyklu temperaturowego (-40℃ przez 4h → 120℃ przez 4h, 50 cykle) zostały przeprowadzone zgodnie z GB/T 2423.22-2012. Wytrzymałość na ścinanie badano za pomocą elektronicznej uniwersalnej maszyny wytrzymałościowej (WDW-100) (GB/T 14522-2009), i rezultaty widać:
- Wytrzymałość na ścinanie spada z początkowych 2,1 MN/m² do 1,94 MN/m², ze stopniem tłumienia 7.6% (wymagania branżowe ≤10%);
- Sztywność spada z początkowych 3,2 GPa do 2,95 GPa, ze wskaźnikiem retencji wynoszącym 92.2%;
- Mikromechanizm: Transmisyjna mikroskopia elektronowa (TEMP, JEM-2100) obserwacja pokazuje, że udział tekstury walcowanej na zimno {112}<110> maleje od 35% Do 33%, a wielkość ziaren nie wzrasta znacząco (utrzymywany na poziomie 5-8μm), unikanie kruchego pękania w niskiej temperaturze i zmiękczania w wysokiej temperaturze.
Wydajność uderzenia i wibracji:
- Test uderzenia spadającej piłki(GB/T 1451-2005): Stalowa kula o masie 5 kg spada z wysokości 1,5 m. Rdzeń o strukturze plastra miodu pochłania energię “stopniowe odkształcenie plastyczne komórek”. Krzywa siła-przemieszczenie podczas uderzenia pokazuje maksymalną siłę uderzenia 8kN i absorpcję energii 120J (odkształcenie 25mm), bez pęknięć na panelu. W porównaniu z panelami PP o strukturze plastra miodu (absorpcja energii 65J, pęknięcie przy odkształceniu 15 mm), odporność na uderzenia jest poprawiona przez 84.6%;
- Próba wibracyjna(GB/T 2423.10-2019): Wibracje o częstotliwości 10-2000 Hz z przyspieszeniem 20 m/s². Wibrometr laserowy (PSV-500) mierzy częstotliwość rezonansową przy 350 Hz (unikanie powszechnego zakresu częstotliwości roboczej 100–300 Hz dla zestawów akumulatorów), a współczynnik przenoszenia przyspieszenia drgań wynosi 0.78 (niższe niż wymagania branżowe 1.0), zmniejszając ryzyko uszkodzenia zmęczeniowego wypustki (badania trwałości zmęczeniowej wykazują, że liczba cykli pękania wypustek wzrasta z 10⁶ do 10⁷).
C. Projekt systemu izolacji i parametry elektryczne dla platform wysokiego napięcia 800 V
Do pojazdów wysokiego napięcia 800 V (ISO 6469-3:2018), schemat izolacji zespolonej “dwuwarstwowa powłoka epoksydowo-fluorowęglowa – warstwa izolacji powietrznej” jest adoptowany:
- Wydajność powłoki: Dolna warstwa epoksydowa (30um) zapewnia podstawową izolację, i górna warstwa fluorowęglowodoru (20um) poprawia odporność na warunki atmosferyczne. Miernik o wysokiej rezystancji (ZC36) testuje rezystywność skrośną przy 1×10¹⁵Ω·cm (GB/T 1410-2006 wymaga ≥1×10¹⁴Ω·cm), o odporności na napięcie przebicia 2000V (1min, GB/T 1408.1-2016) i styczną strat dielektrycznych (tanδ, 1kHz) z 0.002 (niska strata dielektryczna przy wysokiej częstotliwości i wysokim napięciu, unikanie lokalnego przegrzania);
- Projekt warstwy powietrza: Grubość warstwy powietrza w komórkach o strukturze plastra miodu wynosi 8-12 mm. Według krzywej Paschena, natężenie pola przebicia powietrza przy tej grubości wynosi ≥3kV/mm. W połączeniu z powłoką, osiąga “podwójna izolacja”. Nawet o godz 90% wilgotność (GB/T 2423.3-2016), rezystancja izolacji pozostaje ≥1×10¹³Ω, zmniejszenie ryzyka zwarcia poprzez 90%.
Porównanie z głównymi materiałami izolacyjnymi (Tabela 1):
| Tworzywo | Gęstość (g/cm3) | Maksymalna odporność na temperaturę (℃) | Rezystywność objętościowa (Och·cm) | Specyficzna siła (MN·kg/m3) | Koszt (RMB/㎡) |
| 0.07mm Panel o strukturze plastra miodu z folii aluminiowej | 0.42 | 120 | 1×10¹⁵ | 28 | 200 |
| Panel z żywicy epoksydowej | 1.8 | 130 | 5×10¹⁴ | 12 | 350 |
| Panel PP o strukturze plastra miodu | 0.6 | 100 | 2×10¹⁴ | 18 | 180 |
| Panel o strukturze plastra miodu z włókna węglowego | 0.5 | 200 | 1×10¹⁶ | 45 | 800 |
(Źródło danych: Raporty z testów stron trzecich CNAS-L1234-2024-001 do 004)
ECO-C. Adaptacja przemysłu: Dostosowanie do konkretnego scenariusza i projektowanie parametryczne (Zawiera profesjonalną tabelę parametrów)
Tabela 2: Tabela parametrów parametrycznych paneli o strukturze plastra miodu z folii aluminiowej o grubości 0,07 mm dla nowych scenariuszy energetycznych
| Scenariusz zastosowania | Podstawowe parametry projektowe | Wydajność mechaniczna (Standard GB/T) | Wydajność środowiskowa (Standard GB/T) | Dostosowane produkty/standardy |
| Rama baterii zasilającej (100LFP kWh) | Podziałka komórek o strukturze plastra miodu 10 mm, grubość panelu 18mm, gęstość powierzchniowa 3,8 kg/㎡, stosunek powierzchni klejenia 85% | Wytrzymałość na rozciąganie przy zginaniu 83MN/m² (228.1), ugięcie 1,2 mm/m (14522) | Odporność na mgłę solną 1000h (10125), brak pęknięć przy uderzeniu -40℃ (2423.1) | CATL CTP 3.0 (523 Komórka LFP, 150Ach), GB 38031-2020 |
| Rama baterii zasilającej (200kWh NCM) | Podziałka komórek o strukturze plastra miodu 8 mm, grubość panelu 20mm, lokalne wzmocnienie profilu aluminiowego (6061-T6, przekrój 10×20mm), gęstość powierzchniowa 4,2 kg/㎡ | Wytrzymałość na rozciąganie przy zginaniu 88MN/m² (228.1), wytrzymałość na ścinanie 2,3MN/m² (14522) | Tłumienie siły 7.6% Po 50 cykle temperaturowe (2423.22) | Zestaw akumulatorów BYD Blade (NCM 811 komórka, 200Ach), ISO 12405-4 |
| Szafka do przechowywania energii dla gospodarstw domowych (5-20kWh) | Grubość panelu 15mm, powłoka epoksydowa 30μm, silikonowe uszczelnienie złączy (szerokość 5mm), gęstość powierzchniowa 3,2 kg/㎡ | Wytrzymałość na ściskanie 1,8MN/m² (1453-2005), moduł sprężystości 2,8GPa (22315) | Wodoodporność IP67 (4208), odporność na starzenie 2000h (18244) | Domowy system magazynowania energii Sungrow (5kWh, LFP), GB/T 36276-2018 |
| Wielkoskalowa stacja magazynowania energii (100MWh+) | Grubość panelu 25mm, 15% Warstwa wzmacniająca typu E-glass (gęstość powierzchniowa 120g/㎡), gęstość powierzchniowa 5,5 kg/㎡ | Odporność na ciśnienie wiatru 1,5 kPa (5135.1), moduł zginania 3,5GPa (22315) | Odporność na wilgotne ciepło 1000h (2423.4), odporność ogniowa klasa B1 (8624) | Szafka do przechowywania energii CATL (100MWh, chłodzenie cieczą), GB 5135.1-2019 |
| 800V Zestaw akumulatorów samochodowych wysokiego napięcia | Dwuwarstwowa powłoka fluorowęglowa 50μm, podziałka ogniwa 9mm, rezystancja uziemienia ≤0,1 Ω (ISO 6469-3), gęstość powierzchniowa 4,0 kg/㎡ | Odporność na napięcie przebicia 2000V (1408.1), strata dielektryczna tanδ 0.002 (1409) | Odporność na starzenie w temperaturze 110℃ przez 1000h (2423.2) | Platforma XPeng G9 800V, ISO 6469-3:2018 |
(Notatka: Normy w nawiasach stanowią podstawę testu. Gęstość powierzchniowa jest testowana zgodnie z GB/T 451.2-2002)
A. Mechanizm dostosowywania ram akumulatorów zasilających
Projekt CATL CTP 3.0 ramki opiera się na dopasowaniu “charakterystyka komórki – wymagania strukturalne”:
- Komórki LFP (100kWh): O gęstości energetycznej 160 Wh/kg, są bardzo wrażliwe na wagę (każdy kilogram ogniw dostarcza 0,16 kWh energii). Dlatego, przyjęto podziałkę ogniw 10 mm (zmniejszenie zużycia materiału poprzez 12%) o gęstości powierzchniowej 3,8 kg/㎡, przystosowanie do długotrwałego użytkowania w pojazdach osobowych (10 lat/200 000 km). Próby zmęczeniowe (10⁶ cykle, współczynnik naprężeń R=0,1) wykazują współczynnik utrzymania wytrzymałości wynoszący 85%;
- Komórki NCM (200kWh): O gęstości energii 210 Wh/kg i dużej objętościowej gęstości energii (450K/L), rama musi wytrzymać większe obciążenia (ciśnienie układania ogniw 15kPa). Zatem, podziałka ogniwa 8 mm + lokalne żebra wzmacniające 6061-T6 (moduł sprężystości 69GPa) są używane, zwiększenie wytrzymałości na rozciąganie przy zginaniu poprzez 6.0% oraz kontrolowanie ugięcia w granicach 1,5 mm/m, aby spełnić warunki pełnego obciążenia pojazdów użytkowych (całkowita waga 4.5 mnóstwo).
Przetestuj na całkowicie elektrycznym SUV-ie: Masa ramy Pack została zmniejszona z 485 kg (stal) do 320kg, zmniejszenie masy nieresorowanej o 18kg, obniżenie naprężeń w układzie zawieszenia poprzez 12%, i skrócenie drogi hamowania o 0,8 m (100-0kilometrów na godzinę). Klej strukturalny epoksydowy (wytrzymałość na ścinanie 15MPa) służy do klejenia montażu, zmniejszenie zużycia śrub o 40% oraz skrócenie cyklu montażowego ze 120 s/szt. do 72 s/szt, poprawę efektywności poprzez 40%.
B. Optymalizacja specyficzna dla scenariusza dla urządzeń do magazynowania energii
- Szafy do przechowywania energii dla gospodarstw domowych (5-20kWh): Cienka konstrukcja o grubości 15 mm opiera się na właściwościach wentylacyjnych kanałów o strukturze plastra miodu (prędkość powietrza 0,3 m/s, Re=1200, stan przepływu laminarnego), o naturalnej mocy odprowadzania ciepła 5W/㎡·K. Wewnętrzna różnica temperatur szafy wynosi ≤5 ℃ (12℃ do tradycyjnych szaf stalowych), oszczędność 80 kWh rocznego zużycia energii przez wentylator (obliczono na podstawie 8 godzin codziennej pracy i mocy wentylatora 40 W);
- Wielkoskalowe stacje magazynowania energii (100MWh+): Do panelu o grubości 25 mm dodano m.in 15% Warstwa wzmacniająca typu E-glass. Modyfikacja interfejsu (silanowy środek sprzęgający KH-550) zwiększa siłę połączenia między włóknem szklanym a folią aluminiową do 10 MPa (próba rozciągania i ścinania, GB/T 7124-2021), zwiększenie odporności na parcie wiatru z 1,0 kPa do 1,5 kPa (GB/T 5135.1-2019, Test w tunelu aerodynamicznym, prędkość wiatru 30 m/s), sprostania warunkom tajfunu na obszarach przybrzeżnych (100-rok okres powrotu tajfun prędkość wiatru 45m/s).
ECO-D. Techniczne wąskie gardła i nowatorski rozwój
A. Przełomowe procesy podstawowe w produkcji ultracienkiej folii aluminiowej
Wąskie gardło kontroli kształtu płyty: Podatne jest na zwijanie folii aluminiowej o grubości 0,07 mm “fale środkowe” (długość fali 500-800mm, wysokość fali 3-5mm), z rentownością jedynie 80% dla tradycyjnych czterowysokich walcowni zimnych. Przełomy osiąga się poprzez:
- Zastosowanie walcarek zimnych HC Six-High: Średnica rolki roboczej φ120mm, średnica rolki zapasowej φ600mm. Połączona kontrola “gięcie rolkowe dodatnie/ujemne + pośrednie przesunięcie rolek” jest adoptowany, o sile zginania rolki ±50kN i zakresie przesuwu ±15mm, kontrolowanie tolerancji kształtu płyty w zakresie 5I;
- Asynchroniczny proces walcowania: Różnica prędkości wynosząca 2%-3% pomiędzy walcami górnym i dolnym wprowadza odkształcenie ścinające γ=0,05-0,08, dzięki czemu przepływ metalu jest bardziej równomierny podczas walcowania. Częstotliwość występowania fal centralnych maleje od 15% Do 3%, a stopa zwrotu wzrasta do 92%.
Klucz do kontroli zanieczyszczenia oleju: Pozostały olej walcowniczy na powierzchni folii aluminiowej (składa się głównie z oleju bazowego + dodatki w postaci estrów kwasów tłuszczowych) zmniejsza siłę wiązania międzyfazowego rdzenia o strukturze plastra miodu 30%. Połączony proces “czyszczenie elektrolityczne – suszenie gorącym powietrzem” jest adoptowany:
- Czyszczenie elektrolityczne: 5% NaOH + 3% Na₂CO₃ solution, temperatura 60℃, gęstość prądu 2A/dm², czas elektrolizy 30s, o skuteczności usuwania oleju walcowniczego ≥95%;
- Suszenie gorącym powietrzem: 120℃ gorące powietrze (prędkość wiatru 5 m/s), czas suszenia 15s. Pozostała ilość oleju zostaje zmniejszona do 2,3 mg/m² (GB/T 16743-2018 wymaga ≤5 mg/m²), a siła wiązania na granicy faz jest stabilnie utrzymywana na poziomie 12 MPa (GB/T 7124-2021).
B. Najnowocześniejsze szlaki technologiczne i perspektywy industrializacji
- Innowacje materiałowe: Rozwój folia kompozytowa aluminiowo-grafenowa (dodatek grafenu 0.5%) za pomocą “mielenie kulowe-ultradźwiękowa dyspersja kompozytowa” proces (prędkość frezowania kulowego 300r/min, moc ultradźwiękowa 600W). Stopień dyspersji grafenu w płaszczyźnie wynosi ≥90%. Obserwacje TEM pokazują, że grafen tworzy: “struktura wzmacniająca przypominająca sieć” w matrycy aluminiowej. Docelowa wytrzymałość na rozciąganie wynosi 350 MPa (17% wyższy niż 3003/H18), przy wydłużeniu przy zerwaniu utrzymywanym na poziomie 12% (unikając kruchości), dostosowując się do wymagań dużej gęstości energii 4680 duże cylindryczne komórki (300Wh/kg);
- Innowacje procesowe: Opracowanie zintegrowanego procesu formowania na gorąco o strukturze plastra miodu z panelem rdzeniowym. Do kontrolowania temperatury 180 ℃ służy regulator temperatury formy, ciśnienie 1,5 MPa, i czas utrzymywania 10 minut, bezpośrednie osiągnięcie metalurgicznego połączenia pomiędzy rdzeniem o strukturze plastra miodu a panelem, eliminacja procesu wiązania. Cykl produkcyjny ulega skróceniu z 72h do 48h, i zapobiega się starzeniu się powłoki (tłumienie siły zmniejsza się z 15% Do 5% po starzeniu w temperaturze 120℃ przez 1000h);
- Rozszerzenie aplikacji: Opracowanie kompozytowej powłoki ceramicznej Al₂O₃-SiO₂ (grubość 15μm) do akumulatorów półprzewodnikowych (temperatura pracy 150℃) za pomocą procesu natryskiwania plazmowego (moc natrysku 40kW, odległość 150 mm). Gęstość powłoki wynosi ≥95%, zwiększenie maksymalnej odporności temperaturowej do 200℃ przy zachowaniu odporności na napięcie przebicia 2000V, dostosowanie się do postępu industrializacji akumulatorów półprzewodnikowych firm Toyota i CATL (2025-2027).
ECO-E. Rdzeń Q&A: Dogłębna analiza z profesjonalnej perspektywy
Q1: Jaka jest podstawa optymalizacji Pareto grubości folii aluminiowej 0,07 mm?
A: Na podstawie “proces koszt-wydajność” Krzywa optymalizacji Pareto (Postać 1), 0.07mm leży na optymalnej granicy krzywej:
- Wymiar wydajności: W porównaniu z folią aluminiową o grubości 0,05 mm, wytrzymałość na rozciąganie wzrasta o 15% (280MPa w porównaniu do 243 MPa), i wytrzymałość na ścinanie wzrasta o 18% (2.1MN/m² w porównaniu z 1,78 MN/m²), spełniające wymagania dotyczące ciśnienia stosu wynoszącego 15 kPa dla zestawów akumulatorów; życie zmęczenia (10⁶ cykle) zwiększa się o 25%, unikanie “niskocyklowe pęknięcie zmęczeniowe” z ultracienkich folii;
- Wymiar kosztów: W porównaniu z folią aluminiową o grubości 0,09 mm, zużycie materiału zmniejsza się o 22% (gęstość powierzchniowa 3,8 kg/㎡ w porównaniu do 4,87 kg/㎡), koszt jednostkowy zmniejsza się o 18% (200 RMB/㎡ vs 244 RMB/㎡), i zużycie energii podczas toczenia jest zmniejszone o 12% (120kWh/tonę w porównaniu do 136 kWh/tonę);
- Wymiar procesu: Stopa plastyczności folii aluminiowej o grubości 0,05 mm jest tylko 75% (podatne na pękanie pasków), podczas gdy 0,09 mm wymaga większej siły toczenia (280kN vs 220 kN), zwiększenie zużycia sprzętu 20%. W przeciwieństwie do tego, 0.07mm ma stopę plastyczności 92% a jego siła walcowania odpowiada istniejącym młynom HC o sześciu wysokościach, co zapewnia najwyższą wykonalność industrializacji.
Q2: Czy wytrzymałość zmęczeniowa ultracienkich paneli o strukturze plastra miodu z folii aluminiowej spełnia wymagania dotyczące serwisu nowych pojazdów energetycznych przez 10 lat/200 000 km?
A: Weryfikacja poprzez badania zmęczeniowe (GB/T 30767-2014, współczynnik naprężeń R=0,1, częstotliwość 10 Hz) widać:
- Stan ramy akumulatora zasilającego: Maksymalne naprężenie σ_max=80MPa (rozliczanie 28.6% wytrzymałości na rozciąganie). Po 10⁷ cyklach, współczynnik utrzymania wytrzymałości wynosi 88% (GB/T 38031-2020 wymaga ≥80%), co odpowiada zasięgowi wynoszącemu 200 000 km (około 500 cykli wibracji na kilometr);
- Stan szafy magazynującej energię: Maksymalne naprężenie σ_max=50MPa (rozliczanie 17.9% wytrzymałości na rozciąganie). Po 10⁸ cyklach, współczynnik utrzymania wytrzymałości wynosi 92%, co odpowiada 15-letniemu cyklowi pracy (około 6,7×10⁶ cykli wibracji rocznie);
- Mikromechanizm: Podczas zmęczenia, gęstość dyslokacji osnowy aluminiowej wzrasta z 1×10¹⁴m⁻² do 3×10¹⁴m⁻², ale nie powstają żadne widoczne pęknięcia zmęczeniowe (Obserwacja SEM pokazuje, że głębokość wgłębienia pęknięcia utrzymuje się na poziomie 8-10 μm), potwierdzający długoterminową niezawodność usług.
Q3: Czy materiał spełnia kompatybilność elektromagnetyczną (EMC) wymagania dla platform wysokiego napięcia 800 V?
A: Weryfikacja poprzez testy EMC (GB/T 18655-2018) potwierdza pełną zgodność z wymaganiami platformy 800V:
- Zakłócenie promieniowane: W paśmie częstotliwości 30 MHz-1 GHz, napięcie zakłócające wynosi ≤40dBμV (granica 46dBμV), wykorzystując właściwości ekranowania elektromagnetycznego folii aluminiowej (skuteczność ekranowania ≥40dB, GB/T 17738-2019);
- Prowadzone zakłócenia: W paśmie częstotliwości 150 kHz-30 MHz, prąd zakłócający wynosi ≤54dBμA (limit 60dBµA). Warstwa powietrza i powłoka komórek plastra miodu tworzą “struktura dopasowania impedancji” w celu zmniejszenia przewodzonych zakłóceń;
- Odporność: W przypadku wyładowań elektrostatycznych nie występują żadne nieprawidłowości (ESD) testy (wyładowanie stykowe 8kV, wyładowanie powietrzne 15kV, GB/T 17626.2-2018). Ze względu na rezystancję powierzchniową materiału wynoszącą 1×10⁸Ω (pomiędzy przewodnikiem i izolatorem), elektryczność statyczna może być uwalniana powoli, aby uniknąć awarii.
Q4: Jaki jest synergiczny mechanizm odprowadzania ciepła pomiędzy tym materiałem a systemami chłodzenia cieczą w wielkoskalowych stacjach magazynowania energii??
A: Poprzez kontrakty CFD (Biegły) symulacja i weryfikacja testów, synergiczny system odprowadzania ciepła “naturalna konwekcja komórkowa – wymuszona konwekcja chłodzenia cieczą” powstaje:
- Kanały o strukturze plastra miodu: 8-12mm podziałka ogniw tworzy pionowe kanały konwekcyjne z prędkością powietrza 0,3-0,5m/s i mocą odprowadzania ciepła 5-8W/㎡·K, obniżenie temperatury powierzchni ogniw magazynujących energię z 55℃ do 48℃;
- Synergia chłodzenia cieczą: Płyta chłodząca ciecz jest połączona z panelem o strukturze plastra miodu za pomocą kleju przewodzącego ciepło (przewodność cieplna 2W/(m·K)). Panel o strukturze plastra miodu pełni funkcję: “warstwa pośrednia przewodząca ciepło”, zwiększenie efektywności wymiany ciepła z ogniw do płyty chłodzącej cieczą 15% (opór cieplny zmniejsza się z 0,15 K/W do 0,13 K/W w porównaniu z klejeniem bezpośrednim);
- Jednolitość temperatury: Synergistyczne rozpraszanie ciepła zmniejsza wewnętrzną różnicę temperatur szafy z 8 ℃ do 3 ℃ (GB/T 36276-2018 wymaga ≤5 ℃), unikanie osłabienia pojemności komórki spowodowanego przez lokalne hotspoty (wskaźnik utrzymania pojemności wzrasta z 85% Do 90% Po 1000 cykle).
Q5: Czy ocena cyklu życia (LCA) tego materiału są zgodne z “podwójny węgiel” cele?
A: Analiza LCA zgodnie z ISO 14040-2006 (od kołyski do grobu, jednostka funkcjonalna: 1㎡ Panel o strukturze plastra miodu) widać:
- Zużycie energii: Zużycie energii na etapie produkcji wynosi 280 kWh (łącznie z wytopem aluminium, walcowanie, i formowanie), co jest 46% niższa niż w przypadku ram stalowych (520kWh) I 67% niższa niż w przypadku paneli o strukturze plastra miodu z włókna węglowego (850kWh);
- Emisja węgla: Emisja CO₂ w pełnym cyklu wynosi 12 kg, co jest 57% niższa niż w przypadku ram stalowych (28kg) I 73% niższa niż w przypadku paneli o strukturze plastra miodu z włókna węglowego (45kg) (produkcja włókna węglowego wymaga utleniania akrylonitrylu, co skutkuje wysoką emisją dwutlenku węgla);
- Recykling: Folia aluminiowa może być 100% poddawany recyklingowi poprzez topienie, przy zużyciu energii pochodzącej z recyklingu wynoszącej jedynie 5% z pierwotnego aluminium (GB/T 27690-2011). Koniec recyklingu 10 lat może zmniejszyć emisję CO₂ o 8 kg/㎡, spełniając wymogi dotyczące śladu węglowego (≤100kg CO₂eq/kWh) rozporządzenia UE w sprawie nowych baterii (2023/1542).