Почему сотовая панель из алюминиевой фольги толщиной 0,07 мм является основным конструкционным материалом для снижения затрат?, эффективность & повышение безопасности в новой энергетической сфере?
ЭКО-А. Снижение затрат & Повышение эффективности: Многомасштабный анализ стоимости на основе цепочки «материал-структура-производство»
А. Механизм микроупрочнения системы сплавов подложки и оптимизация структурной эффективности
The 0.07алюминиевая фольга мм использует упрочненный сплав 3003/H18., и его состав соответствует синергетическому механизму “упрочнение твердым раствором + упрочнение напряжения”:
- Роль элемента Mn: Mn образует α-Al(Мн,Fe) фазы твердого раствора (растворимость 0.7%) в матрице Al, что препятствует движению дислокаций за счет искажения решетки и повышает коррозионную стойкость сплава.. В тесте на нейтральный солевой туман (ГБ/т 10125-2021, 5% раствор NaCl, 35℃, рН 6.5-7.2), питтинговой коррозии после этого не наблюдалось. 1000 часы, со скоростью коррозии ≤0,02 мм/год — превосходит чистый алюминий (0.08мм/год);
- Регулирование элемента Mg: Разница в атомном радиусе между Mg (1.60Ой) и Ал (1.43Ой) вызывает сегрегацию границ зерен, повышение прочности связи между зернами. Предел прочности достигает 280-300МПа. (ГБ/т 228.1-2021, скорость растяжения 5 мм/мин), который 115%-173% выше, чем у 3003 алюминий в состоянии О (110-130МПа), обеспечение механической поддержки ультратонких подложек.
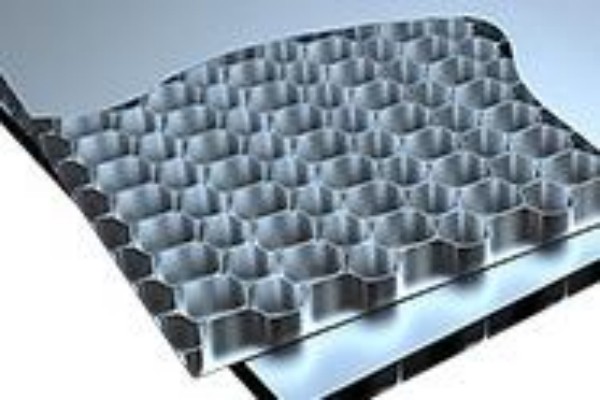
Сотовый сердечник имеет правильную шестиугольную структуру. (шаг ячейки 8-12 мм, соотношение толщины стенок 1:15). На основе теоретической модели сотовой структуры Гибсона-Эшби. (Гибсон, Эшби М Ф. Клеточные твердые вещества: Структура и свойства[М], 2010), его эквивалентный модуль упругости рассчитывается по формуле:\(Э_{экв.}=0.34\frac{Е_с}{\кврт{3}}\левый(\гидроразрыв{т}{л}\верно)^2\)где \(E_s\) - модуль упругости алюминиевой матрицы (70ГПа), t — толщина алюминиевой фольги, l — длина стороны ячейки. Рассчитанный \(Э_{экв.}\) варьируется от 2,8 ГПа до 3,2 ГПа, с измеренным значением 2,95ГПа (отклонение ≤5% от теоретического значения). Структурная эффективность (соотношение прочности и веса) достигает 28 МН·кг/м³, который 15.2% выше, чем у ромбических сот (24.3МН·кг/м³), и объемное соотношение твердых веществ составляет только 4%. Эта конструкция уменьшает количество избыточного материала за счет “равномерная передача силы между ячейками”. По сравнению со стальными аккумуляторными рамами Q235. (плотность 7,85 г/см³, \(E=206GPa\)), при одинаковой жесткости на изгиб (НЕТ) требование, расход материала снижается на 72%. На основе 2024 цена на алюминий (18,000 юаней/тонна) и цена стали (5,000 юаней/тонна), стоимость материала единицы площади уменьшается с 32 юаней/㎡ в 8.96 Юань/㎡.
Процесс массового производства Хэбэй Тяньинсин состоит из трех этапов.: “1850Шестивалковый стан холодной прокатки мм HC – печь непрерывного отжига (480℃×30 с) – 16-дрессировочный стан с высокой проходкой”:
- Этап холодной прокатки: Асинхронная прокатка (разница в скорости рабочих валков 2.5%) используется для коррекции формы листа за счет деформации сдвига, возникающей из-за разницы скоростей верхних и нижних валков.. Усилие прокатки контролируется на уровне 200-220кН., и точность прокатки достигает ± 0,003 мм. (превосходя требование высокой точности ±0,005 мм в GB/T 3880.3-2012);
- Этап прохождения скина: Выравнивание напряжения (напряжение 150-180Н/мм²) применяется для контроля допуска формы пластины ≤5I (ГБ/т 13288-2022, высота волны ≤5 мм на метр длины). Выход продукции достигает 92% (8% выше, чем у традиционных четырехвалковых станов холодной прокатки), а потребление энергии на единицу мощности составляет 120 кВтч/тонну. (25% ниже, чем при периодическом отжиге), дальнейшее снижение производственных затрат.
B. Количественная модель ценности облегчения веса для всей отраслевой цепочки
Уменьшение веса аккумуляторных блоков транспортных средств на новых источниках энергии соответствует модели линейной корреляции “снижение веса – потребление энергии – расширение диапазона” (на основе цикловых испытаний NEDC, размер выборки n=50 автомобилей, Р²=0,98):\(\Дельта С = -0.08\Дельта м,\quad \Delta R = 0.8\Delta m\)где \(\Delta C\) изменение расхода энергии на 100 км (кВтч/100 км), \(\Delta m\) изменение веса аккумуляторной батареи (кг), а также \(\Delta R\) это изменение дальности пробега (км). Когда сотовая панель из алюминиевой фольги толщиной 0,07 мм (плотность 0,38-0,42 г/см³) используется в кадрах Pack, по сравнению со стальными рамами Q235 (~35 кг) а также 6061 цельные алюминиевые панели (~22 кг), его вес снижается до 11-13кг, со скоростью снижения веса 51.4%-68.6%. Подстановка в модель дает \(\Delta C=-1.8-2.3kWh/100km\) а также \(\Delta R=15.2-20.4km\). Модифицированная тестовая проверка на шоу Model X определенного автопроизводителя.: вес аккумуляторной батареи снижается с 520 кг (сталь) до 485 кг (этот материал), 100Потребление электроэнергии на км снижается с 16,0 кВтч до 14,2 кВтч. (\(\Delta C=-1.8kWh\)), и запас хода увеличивается с 560 км до 582 км. (\(\Delta R=22km\)), с отклонением ≤8% от прогноза модели.
Стоимость жизненного цикла (ООО) рассчитывается в соответствии с ISO 15686-5:2020 (цикл 10 годы, ставка дисконтирования 8%):
- Стоимость закупок: Для масштаба 100,000 транспортные средства, затраты материала на раму автомобиля уменьшаются с 850 юаней (сталь) к 320 юаней (этот материал), экономия 53 миллионов юаней ежегодно;
- Стоимость операции: Каждое транспортное средство снижает вес на 22 кг., с годовым расстоянием перевозки 10 000 км.. Грузовик потребляет 30 литров топлива на 100 км. (цена на топливо 8 юаней/л), экономия 12 000 кВтч ежегодного потребления энергии на транспорте, эквивалентно 6,000 Стоимость электроэнергии в юанях (0.5 Юань/кВтч);
- Стоимость переработки: Остаточная стоимость алюминиевой фольги составляет 60% от стоимости сырья (только 20% для стали), в результате чего разница в прибыли от переработки за 10 лет составит 28 миллионов юаней. Комплексный расчет показывает, что LCC 38.2% ниже, чем у стальных материалов и 15.6% ниже, чем у твердых алюминиевых материалов.
ЭКО-Б. Обновление безопасности: Многомерные механизмы защиты на основе сценариев новых энергетических рисков
А. Многоуровневая защита для блокировки теплового неконтроля и моделирования теплопроводности
Термическая стабильность подложки из алюминиевого сплава (температура плавления 660 ℃) достигается за счет трехуровневой системы защиты “субстрат – покрытие – состав”:
- Дизайн покрытия: Поверхность сотового заполнителя покрыта огнезащитным покрытием на эпоксидной основе. (формулировка: 60% Эпоксидная смола Е-44, 20% гидроксид алюминия, 15% полиамидный отвердитель, 5% пеногаситель), с кислородным индексом 32% (ГБ/т 2406.2-2009, метод вертикального сжигания), соответствие стандарту пожарной безопасности класса B1. Термогравиметрический анализ (ТГА, 10℃/мин, N₂ атмосфера) показывает, что выход угля при 800 ℃ достигает 35%, который 600% выше, чем у алюминиевых сот без покрытия (5%);
- Структурная теплоизоляция: Правильные шестиугольные ячейки образуют замкнутые воздушные слои. (теплопроводность 0,026 Вт/(м·К)), которые вместе с покрытием (теплопроводность 0,18 Вт/(м·К)) представляют собой композитную систему теплоизоляции. Based on Fourier’s law\(q=-k\nabla T\), общая теплопроводность рассчитана как 0,12 Вт/(м·К), 40% ниже, чем у алюминиевых сот без покрытия (0.20ж/(м·К)).
Испытание по моделированию теплового разгона, проведенное Национальным центром испытаний материалов транспортных средств на новых источниках энергии. (КНАС L1234):
- Оборудование: Имитатор теплового разгона батареи (скорость нагрева 5℃/мин, максимальная температура 900 ℃);
- Индикаторы мониторинга: Температура поверхности обратного пламени (ГБ 38031-2020 требуется ≤180 ℃), Выбросы CO (требует <300ppm), структурная целостность (нет коллапса);
- Результаты: В пределах 30 минуты, температура поверхности обратного огня составляет 152 ℃., Выбросы CO составляют 180 ppm., а скорость деформации 4.8% (Скорость деформации традиционных алюминиевых пластин составляет 21.5%), полностью отвечающее стандартным требованиям.
Б. Структурная надежность и микрохарактеристика в экстремальных условиях
Надежность температурного цикла: Испытания температурного цикла (-40℃ в течение 4 часов → 120 ℃ в течение 4 часов, 50 циклы) были проведены в соответствии с GB/T 2423.22-2012. Прочность на сдвиг проверяли на электронной универсальной испытательной машине. (ВДВ-100) (ГБ/т 14522-2009), и результаты показывают:
- Прочность на сдвиг снижается с первоначальных 2,1 МН/м² до 1,94 МН/м²., со скоростью затухания 7.6% (отраслевые требования ≤10%);
- Жесткость снижается с первоначальных 3,2ГПа до 2,95ГПа., с коэффициентом удержания 92.2%;
- Микромеханизм: Просвечивающая электронная микроскопия (ТЭМ, ДЖЕМ-2100) наблюдение показывает, что доля холоднокатаной текстуры {112}<110> уменьшается с 35% к 33%, и размер зерна существенно не увеличивается (поддерживается на уровне 5-8 мкм), избежать низкотемпературного хрупкого разрушения и высокотемпературного размягчения.
Ударные и вибрационные характеристики:
- Испытание на удар падающего мяча(ГБ/т 1451-2005): Стальной шар массой 5 кг падает с высоты 1,5 м.. Сотовый сердечник поглощает энергию через “постепенная пластическая деформация клеток”. Кривая сила-смещение во время удара показывает максимальную силу удара 8 кН и поглощение энергии 120 Дж. (деформация 25мм), без трещин на панели. По сравнению с сотовыми панелями из ПП (поглощение энергии 65 Дж, перелом при деформации 15 мм), ударопрочность повышается за счет 84.6%;
- Тест на вибрацию(ГБ/т 2423.10-2019): Вибрация с частотой 10–2000 Гц и ускорением 20 м/с².. Лазерный виброметр (ПСВ-500) измеряет резонансную частоту при 350 Гц (избегая обычного диапазона рабочих частот 100–300 Гц для аккумуляторных блоков.), а скорость передачи виброускорения равна 0.78 (ниже, чем отраслевые требования 1.0), снижение риска усталостного повреждения язычка (испытания на усталостную долговечность показывают, что количество циклов разрушения выступов увеличивается с 10⁶ до 10⁷.).
С. Проектирование системы изоляции и электрические характеристики высоковольтных платформ 800 В
Для автомобилей с высоким напряжением 800 В. (ИСО 6469-3:2018), схема композитной изоляции “двухслойное эпоксидно-фторуглеродное покрытие – слой воздушной изоляции” принят:
- Характеристики покрытия: Нижний эпоксидный слой (30мкм) обеспечивает базовую изоляцию, и верхний флюорокарбоновый слой (20мкм) улучшает устойчивость к атмосферным воздействиям. Измеритель высокого сопротивления (ZC36) проверяет объемное сопротивление при 1×10¹⁵Ом·см. (ГБ/т 1410-2006 требуется ≥1×10¹⁴Ом·см), с сопротивлением напряжению пробоя 2000В. (1мин, ГБ/т 1408.1-2016) и тангенс угла диэлектрических потерь (tanδ, 1кГц) из 0.002 (низкие диэлектрические потери при высокой частоте и высоком напряжении, избежание локального перегрева);
- Дизайн воздушного слоя: Толщина воздушного слоя в сотах составляет 8-12 мм.. По кривой Пашена, напряженность поля пробоя воздуха при этой толщине составляет ≥3 кВ/мм.. В сочетании с покрытием, он достигает “двойная изоляция”. Даже в 90% влажность (ГБ/т 2423.3-2016), сопротивление изоляции остается ≥1×10¹³Ом, снижение риска короткого замыкания за счет 90%.
Сравнение с основными изоляционными материалами (Стол 1):
| Материал | Плотность (г/см³) | Максимальная термостойкость (℃) | Объемное сопротивление (О·см) | Удельная прочность (МН·кг/м³) | Расходы (Юань/㎡) |
| 0.07Сотовая панель из алюминиевой фольги мм | 0.42 | 120 | 1×10¹⁵ | 28 | 200 |
| Панель из эпоксидной смолы | 1.8 | 130 | 5×10¹⁴ | 12 | 350 |
| ПП сотовая панель | 0.6 | 100 | 2×10¹⁴ | 18 | 180 |
| Сотовая панель из углеродного волокна | 0.5 | 200 | 1×10¹⁶ | 45 | 800 |
(Источник данных: Протоколы испытаний сторонних производителей CNAS-L1234-2024-001 для 004)
ЭКО-С. Адаптация отрасли: Настройка под конкретные сценарии и параметрическое проектирование (Включая таблицу профессиональных параметров)
Стол 2: Таблица параметрического расчета сотовых панелей из алюминиевой фольги толщиной 0,07 мм для сценариев новой энергетики
| Сценарий применения | Основные параметры конструкции | Механические характеристики (Стандарт ГБ/Т) | Экологическая эффективность (Стандарт ГБ/Т) | Адаптированные продукты/стандарты |
| Рамка силовой батареи (100ЛФП кВтч) | Шаг сотовых ячеек 10 мм., толщина панели 18мм, поверхностная плотность 3,8 кг/㎡, соотношение площадей склеивания 85% | Предел прочности при изгибе 83 МН/м². (228.1), отклонение 1,2 мм/м (14522) | Устойчивость к солевому туману 1000 ч. (10125), отсутствие трещин при ударе -40℃ (2423.1) | CATL ОСАГО 3.0 (523 LFP-ячейка, 150Ах), ГБ 38031-2020 |
| Рамка силовой батареи (200кВтч NCM) | Шаг сотовых ячеек 8 мм., толщина панели 20 мм, локальное усиление алюминиевого профиля (6061-Т6, сечение 10×20мм), поверхностная плотность 4,2 кг/㎡ | Предел прочности при изгибе 88 МН/м². (228.1), прочность на сдвиг 2,3 МН/м² (14522) | Ослабление прочности 7.6% после 50 температурные циклы (2423.22) | Аккумуляторный блок BYD Blade (НКМ 811 клетка, 200Ах), ИСО 12405-4 |
| Бытовой шкаф для хранения энергии (5-20кВтч) | Толщина панели 15 мм, эпоксидное покрытие 30 мкм, силиконовая герметизация стыков (ширина 5 мм), поверхностная плотность 3,2 кг/㎡ | Прочность на сжатие 1,8 МН/м². (1453-2005), модуль упругости 2,8ГПа (22315) | IP67 водонепроницаемый (4208), устойчивость к старению 2000 часов (18244) | Бытовая система хранения энергии Sungrow (5кВтч, ЛФП), ГБ/т 36276-2018 |
| Крупномасштабная станция хранения энергии (100МВтч+) | Толщина панели 25 мм, 15% Армирующий слой из E-стекла (поверхностная плотность 120 г/м²), поверхностная плотность 5,5 кг/㎡ | Сопротивление давлению ветра 1,5 кПа (5135.1), модуль упругости при изгибе 3,5 ГПа (22315) | Влажная жаростойкость 1000 ч. (2423.4), класс огнестойкости B1 (8624) | Шкаф хранения энергии CATL (100МВтч, жидкостное охлаждение), ГБ 5135.1-2019 |
| 800V Высоковольтный автомобильный аккумулятор | Двухслойное фторуглеродное покрытие 50 мкм., шаг ячейки 9 мм, сопротивление заземления ≤0,1 Ом (ИСО 6469-3), поверхностная плотность 4,0 кг/㎡ | Сопротивление пробивному напряжению 2000В (1408.1), диэлектрические потери tanδ 0.002 (1409) | Устойчивость к старению при 110 ℃ в течение 1000 часов. (2423.2) | Платформа XPeng G9 800 В, ИСО 6469-3:2018 |
(Примечание: Стандарты в скобках являются тестовой базой.. Плотность площади проверена в соответствии с GB/T. 451.2-2002)
А. Механизм настройки корпусов аккумуляторных батарей
Проектирование CATL CTP 3.0 кадров основан на сопоставлении “характеристики клеток – структурные требования”:
- LFP-клетки (100кВтч): С плотностью энергии 160 Втч/кг., они очень чувствительны к весу (каждый кг ячеек дает 0,16 кВтч энергии.). Поэтому, принят шаг ячеек 10 мм (сокращение расхода материала за счет 12%) с поверхностной плотностью 3,8 кг/кв.м., адаптация к длительному использованию в легковых автомобилях (10 лет/200 000 км). Усталостные испытания (10⁶ циклы, коэффициент напряжений R=0,1) показать степень сохранения прочности 85%;
- NCM-ячейки (200кВтч): С плотностью энергии 210 Втч/кг и высокой объемной плотностью энергии. (450Вт/л), каркас должен выдерживать более высокие нагрузки (давление укладки ячеек 15 кПа). Таким образом, шаг ячейки 8 мм + местные ребра жесткости 6061-T6 (модуль упругости 69ГПа) используются, увеличение прочности на изгиб за счет 6.0% и контроль отклонения в пределах 1,5 мм/м для соответствия условиям полной нагрузки коммерческих автомобилей. (общий вес 4.5 тонн).
Тест на чисто электрическом внедорожнике: Вес рамы Pack снижается с 485 кг. (сталь) до 320 кг, уменьшение неподрессоренной массы на 18 кг., снижение нагрузки на систему подвески за счет 12%, и сокращение тормозного пути на 0,8 м. (100-0км/ч). Эпоксидный структурный клей (прочность на сдвиг 15МПа) используется для склеивания сборки, сокращение использования болтов за счет 40% и сокращение цикла сборки со 120 с/единицу до 72 с/единицу., повышение эффективности за счет 40%.
Б. Оптимизация для конкретного сценария оборудования для хранения энергии
- Бытовые шкафы для хранения энергии (5-20кВтч): Конструкция толщиной 15 мм опирается на вентиляционные характеристики сотовых каналов. (скорость воздуха 0,3 м/с, Ре=1200, ламинарное состояние потока), с естественной мощностью рассеивания тепла 5 Вт/㎡·K. Внутренняя разница температур шкафа составляет ≤5 ℃. (12℃ для традиционных стальных шкафов), экономия 80 кВтч годового энергопотребления вентилятора (рассчитано на основе 8-часовой работы в день и мощности вентилятора 40 Вт.);
- Крупномасштабные станции хранения энергии (100МВтч+): Панель толщиной 25 мм дополнена 15% Армирующий слой из E-стекла. Модификация интерфейса (силановый связующий агент KH-550) увеличивает прочность межфазного соединения между стекловолокном и алюминиевой фольгой до 10 МПа (испытание на растяжение и сдвиг, ГБ/т 7124-2021), улучшение сопротивления давлению ветра с 1,0 кПа до 1,5 кПа (ГБ/т 5135.1-2019, испытание в аэродинамической трубе, скорость ветра 30 м/с), борьба с тайфунами в прибрежных районах (100-год повторяемости тайфун скорость ветра 45м/с).
ЭКО-Д. Технические узкие места и передовые разработки
А. Прорыв в основных процессах производства ультратонкой алюминиевой фольги
Узкое место в управлении формой пластины: Скатывание алюминиевой фольги толщиной 0,07 мм склонно к “центральные волны” (длина волны 500-800 мм, высота волны 3-5 мм), с доходностью всего 80% для традиционных четырехвалковых станов холодной прокатки. Прорывы достигаются за счет:
- Применение шестивалковых станов холодной прокатки HC: Диаметр рабочего ролика φ120 мм., диаметр опорного рулона φ600 мм. Комбинированный контроль над “положительный/отрицательный изгиб валков + перестановка промежуточных валков” принят, с изгибающей силой валка ±50 кН и диапазоном смещения ±15 мм., контроль допуска формы пластины в пределах 5I;
- Асинхронный процесс прокатки: Разница в скорости 2%-3% между верхними и нижними валками возникает сдвиговая деформация γ=0,05-0,08., сделать течение металла более равномерным при прокатке. Частота появления центральных волн уменьшается от 15% к 3%, и доходность увеличивается до 92%.
Ключ к контролю загрязнения нефтью: Остатки прокатного масла на поверхности алюминиевой фольги (в основном состоит из базового масла + добавки на основе эфиров жирных кислот) снижает прочность межфазного соединения сотового заполнителя за счет 30%. Комбинированный процесс “электролитическая очистка – сушка горячим воздухом” принят:
- Электролитическая очистка: 5% NaOH + 3% раствор Na₂CO₃, температура 60℃, плотность тока 2А/дм², время электролиза 30 с, с эффективностью удаления масла при прокатке ≥95%;
- Сушка горячим воздухом: 120℃ горячий воздух (скорость ветра 5м/с), время высыхания 15с. Остаточное количество масла снижается до 2,3 мг/м². (ГБ/т 16743-2018 требуется ≤5 мг/м²), а прочность межфазного соединения стабильно поддерживается на уровне 12 МПа. (ГБ/т 7124-2021).
Б. Пути передовых технологий и перспективы индустриализации
- Материальные инновации: Развитие алюминиево-графеновая композитная фольга (добавка графена 0.5%) используя “шаровая мельница-ультразвуковая дисперсия композита” процесс (скорость шаровой фрезы 300 об/мин., ультразвуковая мощность 600 Вт). Степень дисперсии графена в плоскости составляет ≥90%.. Наблюдение ПЭМ показывает, что графен образует “сетчатая армирующая структура” в алюминиевой матрице. Целевая прочность на растяжение составляет 350 МПа. (17% выше 3003/H18), с удлинением при разрыве, поддерживаемым на уровне 12% (избежание хрупкости), адаптируясь к требованиям высокой плотности энергии 4680 крупные цилиндрические клетки (300Втч/кг);
- Инновации в процессах: Разработка интегрированного процесса формования горячим прессованием сотовых панелей.. Контроллер температуры пресс-формы используется для контроля температуры на уровне 180 ℃., давление при 1,5 МПа, и время выдержки 10мин., непосредственное достижение металлургического соединения между сотовым заполнителем и панелью, устранение процесса склеивания. Производственный цикл сокращен с 72 часов до 48 часов., и старение покрытия предотвращается (ослабление прочности снижается с 15% к 5% после старения при 120℃ в течение 1000 часов);
- Расширение приложения: Разработка композиционного керамического покрытия Al₂O₃-SiO₂ (толщина 15 мкм) для твердотельных аккумуляторов (рабочая температура 150 ℃) с использованием процесса плазменного напыления (мощность распыления 40кВт, расстояние 150 мм). Плотность покрытия ≥95%, увеличение максимальной термостойкости до 200 ℃ при сохранении сопротивления пробивному напряжению 2000 В., адаптация к прогрессу индустриализации твердотельных аккумуляторов Toyota и CATL (2025-2027).
ЭКО-Э. Ядро Q&А: Углубленный анализ с профессиональной точки зрения
Q1: На чем основана оптимизация по Парето толщины алюминиевой фольги 0,07 мм??
А: На основе “затраты-производительность-процесс” Кривая оптимизации Парето (Фигура 1), 0.07мм лежит на оптимальной границе кривой:
- Измерение производительности: По сравнению с алюминиевой фольгой толщиной 0,05 мм., прочность на растяжение увеличивается на 15% (280МПа против 243 МПа), и прочность на сдвиг увеличивается на 18% (2.1МН/м² против 1,78 МН/м²), соответствие требованиям к давлению штабелирования 15 кПа для аккумуляторных блоков; усталость от жизни (10⁶ циклы) увеличивается на 25%, избегание “малоцикловый усталостный перелом” из ультратонкой фольги;
- Измерение стоимости: По сравнению с алюминиевой фольгой толщиной 0,09 мм., расход материала снижается на 22% (плотность поверхности 3,8 кг/м2 против 4,87 кг/м2), себестоимость единицы продукции снижается на 18% (200 Юань/㎡ против 244 Юань/㎡), и потребление энергии при прокатке снижается на 12% (120кВтч/тонна против 136 кВтч/тонна);
- Измерение процесса: Выход алюминиевой фольги толщиной 0,05 мм составляет всего 75% (склонен к поломке ленты), тогда как 0,09 мм требует более высокой силы прокатки (280кН против 220 кН), увеличение износа оборудования за счет 20%. В отличие, 0.07мм имеет предел текучести 92% а его усилие прокатки соответствует существующим шестивалковым станам HC., что приводит к высочайшей осуществимости индустриализации.
Q2: Соответствуют ли усталостные характеристики ультратонких сотовых панелей из алюминиевой фольги требованиям к 10-летнему или 200 000 км эксплуатации транспортных средств на новых источниках энергии??
А: Проверка посредством усталостных испытаний (ГБ/т 30767-2014, коэффициент напряжений R=0,1, частота 10 Гц) шоу:
- Состояние корпуса аккумуляторной батареи: Максимальное напряжение σ_max=80МПа (учет 28.6% прочности на растяжение). После 10⁷ циклов, коэффициент сохранения прочности 88% (ГБ/т 38031-2020 требуется ≥80%), соответствует пробегу 200 000 км. (примерно 500 циклов вибрации на километр);
- Состояние шкафа хранения энергии: Максимальное напряжение σ_max=50МПа (учет 17.9% прочности на растяжение). После 10⁸ циклов, коэффициент сохранения прочности 92%, соответствует 15-летнему циклу обслуживания (примерно 6,7×10⁶ циклов вибрации в год);
- Микромеханизм: Во время усталости, плотность дислокаций алюминиевой матрицы увеличивается с 1×10¹⁴м⁻² до 3×10¹⁴м⁻²., но явных усталостных трещин не образуется (Наблюдение СЭМ показывает, что глубина ямки трещины сохраняется на уровне 8-10 мкм.), подтверждение долгосрочной надежности обслуживания.
Q3: Соответствует ли материал электромагнитной совместимости? (ЭМС) Требования к высоковольтным платформам 800В?
А: Проверка посредством тестов ЭМС (ГБ/т 18655-2018) подтверждает полное соответствие требованиям платформы 800 В:
- Излучаемые помехи: В диапазоне частот 30 МГц-1 ГГц, напряжение помех составляет ≤40 дБмкВ (предел 46дБмкВ), преимущества электромагнитного экранирования алюминиевой фольги (эффективность экранирования ≥40 дБ, ГБ/т 17738-2019);
- Кондуктивные нарушения: В диапазоне частот 150 кГц-30 МГц., ток помех составляет ≤54 дБмкА (предел 60 дБмкА). Воздушный слой и покрытие сотовых ячеек образуют “структура согласования импеданса” для уменьшения кондуктивных помех;
- Иммунитет: Никаких отклонений в электростатическом разряде не происходит. (ЭСР) тесты (контактный разряд 8кВ, воздушный разряд 15кВ, ГБ/т 17626.2-2018). Благодаря поверхностному сопротивлению материала 1×10⁸Ом (между проводником и изолятором), статическое электричество можно снимать медленно, чтобы избежать поломки.
Q4: Каков синергетический механизм рассеивания тепла между этим материалом и системами жидкостного охлаждения на крупных станциях хранения энергии??
А: Через CFD (Беглый) моделирование и тестовая проверка, синергетическая система отвода тепла “ячейка с естественной конвекцией – жидкостное охлаждение, принудительная конвекция” формируется:
- Сотовые каналы: 8-12Шаг ячеек в мм образует вертикальные конвекционные каналы со скоростью воздуха 0,3-0,5м/с и теплоотдачей 5-8Вт/㎡·К., снижение температуры поверхности ячеек хранения энергии с 55 ℃ до 48 ℃;
- Синергия жидкостного охлаждения: Пластина жидкостного охлаждения прикреплена к сотовой панели с помощью теплопроводящего клея. (теплопроводность 2 Вт/(м·К)). Сотовая панель действует как “теплопроводный промежуточный слой”, повышение эффективности передачи тепла от ячеек к пластине жидкостного охлаждения за счет 15% (термическое сопротивление снижается с 0,15 К/Вт до 0,13 К/Вт по сравнению с прямым соединением.);
- Равномерность температуры: Синергетический отвод тепла снижает внутреннюю разницу температур в шкафу с 8℃ до 3℃. (ГБ/т 36276-2018 требуется ≤5 ℃), избежание снижения емкости соты, вызванного локальными точками доступа (коэффициент сохранения емкости увеличивается с 85% к 90% после 1000 циклы).
Q5: Проводится ли оценка жизненного цикла (ДМС) данного материала соответствуют “двойной углерод” цели?
А: Анализ LCA в соответствии с ISO 14040-2006 (от колыбели до могилы, функциональный блок: 1㎡ сотовая панель) шоу:
- Энергопотребление: Потребление энергии на этапе производства составляет 280 кВтч. (в том числе выплавка алюминия, катящийся, и формирование), который 46% ниже, чем у стальных рам (520кВтч) а также 67% ниже, чем у сотовых панелей из углеродного волокна (850кВтч);
- Выбросы углерода: Выбросы CO₂ за полный цикл составляют 12 кг., который 57% ниже, чем у стальных рам (28кг) а также 73% ниже, чем у сотовых панелей из углеродного волокна (45кг) (производство углеродного волокна требует окисления акрилонитрила, что приводит к высоким выбросам углекислого газа);
- Переработка: Алюминиевая фольга может быть 100% переработанный путем плавления, с потреблением энергии для вторичной переработки всего 5% из первичного алюминия (ГБ/т 27690-2011). Переработка окончена 10 лет может сократить выбросы CO₂ на 8 кг/м2., соответствие требованиям по выбросам углекислого газа (≤100 кг CO₂экв/кВтч) Нового Регламента ЕС по батареям (2023/1542).