Why is the 0.07mm aluminum foil honeycomb panel a core structural material for cost reduction, efficiency & safety upgrade in the new energy field?
ECO-A. Cost Reduction & Efficiency Enhancement: Multi-Scale Value Analysis Based on Material-Structure-Industry Chain
Un. Micro-Strengthening Mechanism of Substrate Alloy System and Structural Efficiency Optimization
Leti'e' 0.07mm aluminum foil adopts the 3003/H18 strain-hardened alloy, and its composition design follows the synergistic mechanism of “solid solution strengthening + strain hardening”:
- Role of Mn Element: Mn forms α-Al(Mn,Fe) solid solution phases (solubilidad 0.7%) in the Al matrix, which hinders dislocation movement through lattice distortion and improves the alloy’s corrosion resistance. In the neutral salt spray test (GB/T 10125-2021, 5% NaCl solution, 35° C, pH 6.5-7.2), no pitting corrosion was observed after 1000 hours, with a corrosion rate ≤0.02mm/year—superior to pure aluminum (0.08mm/year);
- Regulation of Mg Element: The difference in atomic radius between Mg (1.60Å) and Al (1.43Å) causes grain boundary segregation, enhancing grain boundary bonding strength. The tensile strength reaches 280-300MPa (GB/T 228.1-2021, tensile rate 5mm/min), which is 115%-173% higher than that of 3003 aluminum in O temper (110-130Mpa), providing mechanical support for ultra-thin substrates.
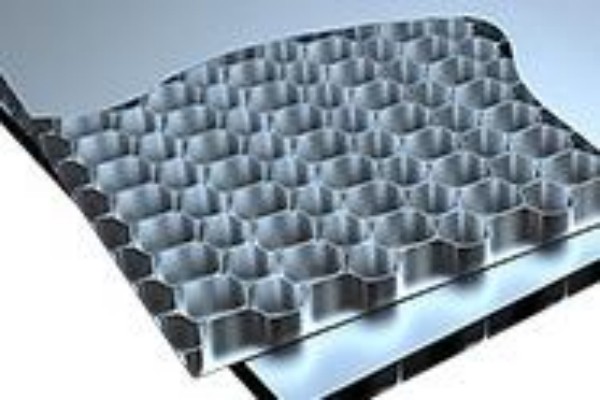
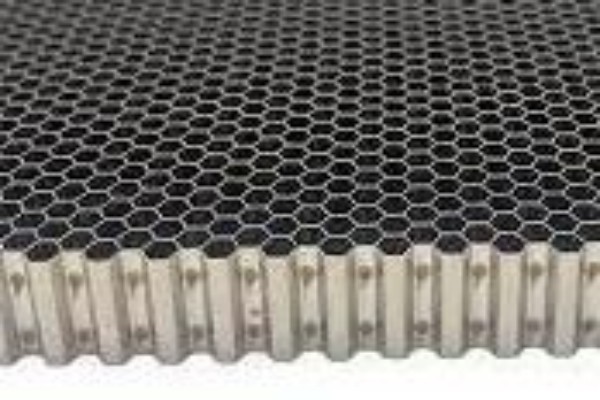
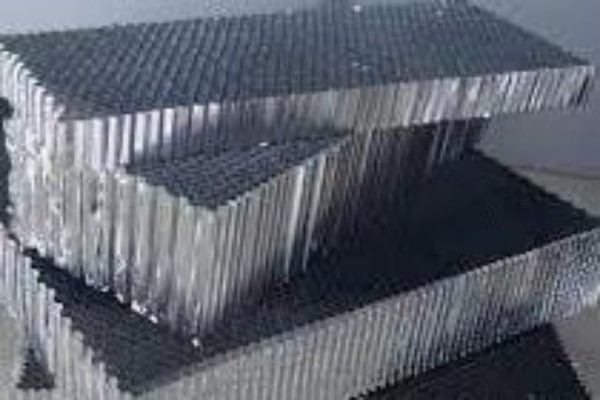
The honeycomb core adopts a regular hexagonal structure (cell pitch 8-12mm, wall thickness ratio 1:15). Based on the Gibson-Ashby honeycomb structure theoretical model (Gibson L J, Ashby M F. Cellular Solids: Structure and Properties[M], 2010), its equivalent elastic modulus is calculated by:\(E_{eq}=0.34\frac{E_s}{\sqrt{3}}\left(\frac{t}{l}\right)^2\)Tu'ux \(E_s\) is the elastic modulus of the aluminum matrix (70GPa), t is the aluminum foil thickness, and l is the cell side length. The calculated \(E_{eq}\) ranges from 2.8GPa to 3.2GPa, with a measured value of 2.95GPa (deviation ≤5% from the theoretical value). The structural efficiency (strength-to-weight ratio) reaches 28MN·kg/m³, which is 15.2% higher than that of rhombic honeycombs (24.3MN·kg/m³), and the solid volume ratio is only 4%. This design reduces redundant material through “uniform force transmission between cells”. Compared with Q235 steel battery frames (density 7.85g/cm³, \(E=206GPa\)), under the same bending stiffness (EI) requirement, material usage is reduced by 72%. Based on the 2024 aluminum price (18,000 RMB/ton) and steel price (5,000 RMB/ton), the unit area material cost decreases from 32 RMB/㎡ to 8.96 RMB/㎡.
The mass production process of Hebei Tianyingxing adopts a three-stage workflow: “1850mm HC six-high cold rolling mill – continuous annealing furnace (480℃×30s) – 16-high skin pass mill”:
- Cold Rolling Stage: Asynchronous rolling (work roll speed difference 2.5%) is used to correct the plate shape through shear strain generated by the speed difference between upper and lower rolls. The rolling force is controlled at 200-220kN, and the rolling accuracy reaches ±0.003mm (surpassing the high-precision requirement of ±0.005mm in GB/T 3880.3-2012);
- Skin Pass Stage: Tension levelling (tension 150-180N/mm²) is applied to control the plate shape tolerance ≤5I (GB/T 13288-2022, wave height ≤5mm per meter length). The production yield rate reaches 92% (8% higher than traditional four-high cold rolling mills), and the energy consumption per unit capacity is 120kWh/ton (25% lower than batch annealing processes), further reducing manufacturing costs.
B.Quantitative Model for Full-Industry-Chain Value of Lightweighting
The lightweighting of new energy vehicle battery packs follows a linear correlation model of “weight reduction – energy consumption – range extension” (based on NEDC cycle tests, sample size n=50 vehicles, R²=0.98):\(\Delta C = -0.08\Delta m,\quad \Delta R = 0.8\Delta m\)Tu'ux \(\Delta C\) is the change in 100km power consumption (kWh/100km), \(\Delta m\) is the change in battery pack weight (kg), y \(\Delta R\) is the change in driving range (km). When the 0.07mm aluminum foil honeycomb panel (density 0.38-0.42g/cm³) is used in Pack frames, compared with Q235 steel frames (~35kg) y 6061 solid aluminum panels (~22kg), its weight is reduced to 11-13kg, with a weight reduction rate of 51.4%-68.6%. Substituting into the model gives \(\Delta C=-1.8-2.3kWh/100km\) y \(\Delta R=15.2-20.4km\). Modified test verification on a certain automaker’s Model X shows: the battery pack weight decreases from 520kg (steel) to 485kg (this material), 100km power consumption drops from 16.0kWh to 14.2kWh (\(\Delta C=-1.8kWh\)), and driving range increases from 560km to 582km (\(\Delta R=22km\)), with a deviation ≤8% from the model prediction.
The Life Cycle Cost (LCC) is calculated in accordance with ISO 15686-5:2020 (cycle 10 ja'abo'ob, discount rate 8%):
- Procurement Cost: For a scale of 100,000 vehicles, the material cost per vehicle frame decreases from 850 RMB (steel) Utia'al 320 RMB (this material), saving 53 million RMB annually;
- Operation Cost: Each vehicle reduces weight by 22kg, with an annual transportation distance of 10,000km. A truck consumes 30L of fuel per 100km (fuel price 8 RMB/L), saving 12,000kWh of annual transportation energy consumption, equivalente u 6,000 RMB in electricity costs (0.5 RMB/kWh);
- Recycling Cost: The residual value of aluminum foil accounts for 60% of the raw material cost (only 20% for steel), resulting in a 10-year recycling profit difference of 28 million RMB.Comprehensive calculation shows that the LCC is 38.2% lower than that of steel materials and 15.6% lower than that of solid aluminum materials.
ECO-B. Safety Upgrade: Multi-Dimensional Protection Mechanisms Based on New Energy Risk Scenarios
Un. Layered Protection for Thermal Runaway Blocking and Heat Conduction Modeling
The thermal stability of the aluminum alloy substrate (melting point 660℃) is achieved through a three-layer protection system of “substrate – coating – structure”:
- Coating Design: The honeycomb core surface is coated with an epoxy-based flame-retardant coating (formulation: 60% E-44 epoxy resin, 20% aluminum hydroxide, 15% polyamide curing agent, 5% defoamer), with an oxygen index of 32% (GB/T 2406.2-2009, vertical burning method), meeting the Class B1 fire protection standard. Thermogravimetric Analysis (TGA, 10℃/min, N₂ atmosphere) shows that the char yield at 800℃ reaches 35%, which is 600% higher than that of uncoated aluminum honeycombs (5%);
- Structural Thermal Insulation: Regular hexagonal cells form closed air layers (thermal conductivity 0.026W/(m·K)), which together with the coating (thermal conductivity 0.18W/(m·K)) constitute a composite thermal insulation system. Based on Fourier’s law\(q=-k\nabla T\), the overall thermal conductivity is calculated to be 0.12W/(m·K), 40% lower than that of uncoated aluminum honeycombs (0.20W/(m·K)).
Thermal runaway simulation test by the National New Energy Vehicle Material Testing Center (CNAS L1234):
- Equipment: Battery thermal runaway simulator (heating rate 5℃/min, maximum temperature 900℃);
- Monitoring Indicators: Backfire surface temperature (GB 38031-2020 requires ≤180℃), CO emission (requires <300ppm), structural integrity (no collapse);
- Results: Within 30 uchik, the backfire surface temperature is 152℃, CO emission is 180ppm, and the deformation rate is 4.8% (deformation rate of traditional aluminum plates is 21.5%), fully meeting the standard requirements.
B. Structural Reliability and Micro-Characterization Under Extreme Environments
Temperature Cycle Reliability: Temperature cycle tests (-40℃ for 4h → 120℃ for 4h, 50 cycles) were conducted in accordance with GB/T 2423.22-2012. The shear strength was tested using an electronic universal testing machine (WDW-100) (GB/T 14522-2009), and the results show:
- The shear strength decreases from the initial 2.1MN/m² to 1.94MN/m², with an attenuation rate of 7.6% (industry requirement ≤10%);
- The stiffness decreases from the initial 3.2GPa to 2.95GPa, with a retention rate of 92.2%;
- Micro-Mechanism: Transmission Electron Microscopy (TEM, JEM-2100) observation shows that the proportion of cold-rolled texture {112}<110> decreases from 35% Utia'al 33%, and the grain size does not grow significantly (maintained at 5-8μm), avoiding low-temperature brittle fracture and high-temperature softening.
Impact and Vibration Performance:
- Falling Ball Impact Test(GB/T 1451-2005): A 5kg steel ball falls from a height of 1.5m. The honeycomb core absorbs energy through “gradual plastic deformation of cells”. The force-displacement curve during impact shows a maximum impact force of 8kN and energy absorption of 120J (deformation 25mm), with no cracks on the panel. Compared with PP honeycomb panels (energy absorption 65J, fracture at 15mm deformation), the impact resistance is improved by 84.6%;
- Vibration Test(GB/T 2423.10-2019): Sweep vibration at 10-2000Hz with an acceleration of 20m/s². A laser vibrometer (PSV-500) measures the resonance frequency at 350Hz (avoiding the common operating frequency range of 100-300Hz for battery packs), and the vibration acceleration transmission rate is 0.78 (lower than the industry requirement of 1.0), reducing the risk of tab fatigue damage (fatigue life tests show that the number of tab fracture cycles increases from 10⁶ to 10⁷).
C. Insulation System Design and Electrical Performance for 800V High-Voltage Platforms
For 800V high-voltage vehicles (ISO 6469-3:2018), a composite insulation scheme of “epoxy-fluorocarbon double-layer coating – air insulation layer” is adopted:
- Coating Performance: The bottom epoxy layer (30μm) provides basic insulation, and the top fluorocarbon layer (20μm) improves weather resistance. A high-resistance meter (ZC36) tests the volume resistivity at 1×10¹⁵Ω·cm (GB/T 1410-2006 requires ≥1×10¹⁴Ω·cm), with a breakdown voltage resistance of 2000V (1min, GB/T 1408.1-2016) and a dielectric loss tangent (tanδ, 1kHz) of 0.002 (low dielectric loss under high frequency and high voltage, avoiding local overheating);
- Air Layer Design: The air layer thickness in honeycomb cells is 8-12mm. According to the Paschen curve, the air breakdown field strength at this thickness is ≥3kV/mm. Combined with the coating, it achieves “double insulation”. Even at 90% humidity (GB/T 2423.3-2016), the insulation resistance remains ≥1×10¹³Ω, reducing the short-circuit risk by 90%.
Comparison with mainstream insulation materials (Table 1):
| Xooko'obo' | Densidad (g leti' cm³) | Max Temperature Resistance (° C) | Volume Resistivity (Ω·cm) | Specific Strength (MN·kg/m³) | Cost (RMB/㎡) |
| 0.07mm Aluminum Foil Honeycomb Panel | 0.42 | 120 | 1×10¹⁵ | 28 | 200 |
| Epoxy Resin Panel | 1.8 | 130 | 5×10¹⁴ | 12 | 350 |
| PP Honeycomb Panel | 0.6 | 100 | 2×10¹⁴ | 18 | 180 |
| Carbon Fiber Honeycomb Panel | 0.5 | 200 | 1×10¹⁶ | 45 | 800 |
(Data Source: Third-party test reports CNAS-L1234-2024-001 to 004)
ECO-C. Industry Adaptation: Scenario-Specific Customization and Parametric Design (Including Professional Parameter Table)
Table 2: Parametric Design Table of 0.07mm Aluminum Foil Honeycomb Panels for New Energy Scenarios
| Application Scenario | Core Design Parameters | Mechanical Performance (GB/T Standard) | Environmental Performance (GB/T Standard) | Adapted Products/Standards |
| Power Battery Frame (100kWh LFP) | Honeycomb cell pitch 10mm, panel thickness 18mm, areal density 3.8kg/㎡, bonding area ratio 85% | Flexural tensile strength 83MN/m² (228.1), deflection 1.2mm/m (14522) | Salt spray resistance 1000h (10125), no cracks at -40℃ impact (2423.1) | CATL CTP 3.0 (523 LFP cell, 150Ah), GB 38031-2020 |
| Power Battery Frame (200kWh NCM) | Honeycomb cell pitch 8mm, panel thickness 20mm, local aluminum profile reinforcement (6061-T6, cross-section 10×20mm), areal density 4.2kg/㎡ | Flexural tensile strength 88MN/m² (228.1), shear strength 2.3MN/m² (14522) | Strength attenuation 7.6% after 50 temperature cycles (2423.22) | BYD Blade Battery Pack (NCM 811 cell, 200Ah), ISO 12405-4 |
| Household Energy Storage Cabinet (5-20kWh) | Panel thickness 15mm, epoxy coating 30μm, silicone sealing at joints (width 5mm), areal density 3.2kg/㎡ | Compressive strength 1.8MN/m² (1453-2005), elastic modulus 2.8GPa (22315) | IP67 waterproof (4208), aging resistance 2000h (18244) | Sungrow Household Energy Storage System (5kWh, LFP), GB/T 36276-2018 |
| Large-Scale Energy Storage Station (100MWh+) | Panel thickness 25mm, 15% E-glass reinforcement layer (areal density 120g/㎡), areal density 5.5kg/㎡ | Wind pressure resistance 1.5kPa (5135.1), flexural modulus 3.5GPa (22315) | Damp heat resistance 1000h (2423.4), fire rating Class B1 (8624) | CATL Energy Storage Cabinet (100MWh, liquid cooling), GB 5135.1-2019 |
| 800V High-Voltage Vehicle Battery Pack | Double-layer fluorocarbon coating 50μm, cell pitch 9mm, grounding resistance ≤0.1Ω (ISO 6469-3), areal density 4.0kg/㎡ | Breakdown voltage resistance 2000V (1408.1), dielectric loss tanδ 0.002 (1409) | Aging resistance at 110℃ for 1000h (2423.2) | XPeng G9 800V Platform, ISO 6469-3:2018 |
(Note: Standards in parentheses are test basis. Areal density is tested in accordance with GB/T 451.2-2002)
Un. Customization Mechanism for Power Battery Frames
The design of CATL CTP 3.0 frames is based on the matching of “cell characteristics – structural requirements”:
- LFP Cells (100kWh): With an energy density of 160Wh/kg, they are highly weight-sensitive (each kg of cells contributes 0.16kWh of energy). Tune', a 10mm cell pitch is adopted (reducing material usage by 12%) with an areal density of 3.8kg/㎡, adapting to long-term use in passenger vehicles (10 years/200,000km). Fatigue tests (10⁶ cycles, stress ratio R=0.1) show a strength retention rate of 85%;
- NCM Cells (200kWh): With an energy density of 210Wh/kg and high volumetric energy density (450Wh/L), the frame needs to withstand higher loads (cell stacking pressure 15kPa). Thus, an 8mm cell pitch + local 6061-T6 reinforcement ribs (elastic modulus 69GPa) are used, increasing the flexural tensile strength by 6.0% and controlling the deflection within 1.5mm/m to meet the full-load condition of commercial vehicles (total weight 4.5 tons).
Test on a pure electric SUV: The Pack frame weight decreases from 485kg (steel) to 320kg, reducing the unsprung mass by 18kg, lowering the suspension system stress by 12%, and shortening the braking distance by 0.8m (100-0km/h). Epoxy structural adhesive (shear strength 15MPa) is used for bonding assembly, reducing bolt usage by 40% and shortening the assembly cycle from 120s/unit to 72s/unit, improving efficiency by 40%.
B. Scenario-Specific Optimization for Energy Storage Equipment
- Household Energy Storage Cabinets (5-20kWh): The 15mm thin design relies on the ventilation characteristics of honeycomb channels (air velocity 0.3m/s, Re=1200, laminar flow state), with a natural heat dissipation power of 5W/㎡·K. The internal temperature difference of the cabinet is ≤5℃ (12℃ for traditional steel cabinets), saving 80kWh of annual fan energy consumption (calculated based on 8h daily operation and 40W fan power);
- Large-Scale Energy Storage Stations (100MWh+): The 25mm thick panel is added with a 15% E-glass reinforcement layer. Interface modification (silane coupling agent KH-550) increases the interface bonding strength between glass fiber and aluminum foil to 10MPa (tensile shear test, GB/T 7124-2021), improving the wind pressure resistance from 1.0kPa to 1.5kPa (GB/T 5135.1-2019, wind tunnel test wind speed 30m/s), meeting the typhoon conditions in coastal areas (100-year return period typhoon wind speed 45m/s).
ECO-D. Technical Bottlenecks and Cutting-Edge Development
Un. Core Process Breakthroughs in Ultra-Thin Aluminum Foil Manufacturing
Plate Shape Control Bottleneck: The rolling of 0.07mm aluminum foil is prone to “center waves” (wavelength 500-800mm, wave height 3-5mm), with a yield rate of only 80% for traditional four-high cold rolling mills. Breakthroughs are achieved through:
- Application of HC Six-High Cold Rolling Mills: Work roll diameter φ120mm, backup roll diameter φ600mm. Combined control of “positive/negative roll bending + intermediate roll shifting” is adopted, with a roll bending force of ±50kN and a shifting range of ±15mm, controlling the plate shape tolerance within 5I;
- Asynchronous Rolling Process: A speed difference of 2%-3% between upper and lower rolls introduces a shear strain γ=0.05-0.08, making metal flow more uniform during rolling. The occurrence rate of center waves decreases from 15% Utia'al 3%, and the yield rate increases to 92%.
Key to Oil Contamination Control: Residual rolling oil on the aluminum foil surface (mainly composed of base oil + fatty acid ester additives) reduces the interface bonding strength of the honeycomb core by 30%. A combined process of “electrolytic cleaning – hot air drying” is adopted:
- Electrolytic Cleaning: 5% NaOH + 3% Na₂CO₃ solution, temperature 60℃, current density 2A/dm², electrolysis time 30s, with a rolling oil removal efficiency ≥95%;
- Hot Air Drying: 120℃ hot air (wind speed 5m/s), drying time 15s. The residual oil amount is reduced to 2.3mg/m² (GB/T 16743-2018 requires ≤5mg/m²), and the interface bonding strength is stably maintained at 12MPa (GB/T 7124-2021).
B. Cutting-Edge Technology Routes and Industrialization Prospects
- Material Innovation: Development of aluminum-graphene composite foil (graphene addition 0.5%) using a “ball milling-ultrasonic composite dispersion” process (ball milling speed 300r/min, ultrasonic power 600W). The in-plane dispersion degree of graphene is ≥90%. TEM observation shows that graphene forms a “network-like reinforcement structure” in the aluminum matrix. The target tensile strength is 350MPa (17% higher than 3003/H18), with an elongation at break maintained at 12% (avoiding brittleness), adapting to the high energy density requirement of 4680 large cylindrical cells (300Wh/kg);
- Process Innovation: Development of honeycomb core-panel integrated hot pressing forming process. A mold temperature controller is used to control the temperature at 180℃, pressure at 1.5MPa, and holding time at 10min, directly achieving metallurgical bonding between the honeycomb core and panel, eliminating the bonding process. The production cycle is shortened from 72h to 48h, and coating aging is avoided (strength attenuation reduces from 15% Utia'al 5% after aging at 120℃ for 1000h);
- Application Expansion: Development of Al₂O₃-SiO₂ composite ceramic coating (thickness 15μm) for solid-state batteries (operating temperature 150℃) using a plasma spraying process (spraying power 40kW, distance 150mm). The coating density is ≥95%, increasing the maximum temperature resistance to 200℃ while maintaining a breakdown voltage resistance of 2000V, adapting to the industrialization progress of solid-state batteries by Toyota and CATL (2025-2027).
ECO-E. Core Q&Un: In-Depth Analysis from a Professional Perspective
Q1: What is the basis for the Pareto optimization of the 0.07mm aluminum foil thickness?
Un: Based on the “cost-performance-process” Pareto optimization curve (Figure 1), 0.07mm lies at the optimal frontier of the curve:
- Performance Dimension: Compared with 0.05mm aluminum foil, the tensile strength is increased by 15% (280MPa vs 243MPa), and the shear strength is increased by 18% (2.1MN/m² vs 1.78MN/m²), meeting the 15kPa stacking pressure requirement of battery packs; the fatigue life (10⁶ cycles) is increased by 25%, avoiding “low-cycle fatigue fracture” of ultra-thin foils;
- Cost Dimension: Compared with 0.09mm aluminum foil, material usage is reduced by 22% (areal density 3.8kg/㎡ vs 4.87kg/㎡), unit cost is reduced by 18% (200 RMB/㎡ vs 244 RMB/㎡), and rolling energy consumption is reduced by 12% (120kWh/ton vs 136kWh/ton);
- Process Dimension: The yield rate of 0.05mm aluminum foil is only 75% (prone to strip breakage), while 0.09mm requires higher rolling force (280kN vs 220kN), increasing equipment wear by 20%. In contrast, 0.07mm has a yield rate of 92% and its rolling force matches existing HC six-high mills, resulting in the highest industrialization feasibility.
Q2: Does the fatigue performance of ultra-thin aluminum foil honeycomb panels meet the 10-year/200,000km service requirement of new energy vehicles?
Un: Verification through fatigue tests (GB/T 30767-2014, stress ratio R=0.1, frequency 10Hz) shows:
- Power Battery Frame Condition: Maximum stress σ_max=80MPa (accounting for 28.6% of the tensile strength). After 10⁷ cycles, the strength retention rate is 88% (GB/T 38031-2020 requires ≥80%), corresponding to a driving range of 200,000km (Yan 500 vibration cycles per kilometer);
- Energy Storage Cabinet Condition: Maximum stress σ_max=50MPa (accounting for 17.9% of the tensile strength). After 10⁸ cycles, the strength retention rate is 92%, corresponding to a 15-year service cycle (approximately 6.7×10⁶ vibration cycles per year);
- Micro-Mechanism: During fatigue, the dislocation density of the aluminum matrix increases from 1×10¹⁴m⁻² to 3×10¹⁴m⁻², but no obvious fatigue cracks are formed (SEM observation shows that the fracture dimple depth is maintained at 8-10μm), confirming long-term service reliability.
Q3: Does the material meet the Electromagnetic Compatibility (EMC) requirements for 800V high-voltage platforms?
Un: Verification through EMC tests (GB/T 18655-2018) confirms full compliance with 800V platform requirements:
- Radiated Disturbance: In the 30MHz-1GHz frequency band, the disturbance voltage is ≤40dBμV (limit 46dBμV), benefiting from the electromagnetic shielding property of aluminum foil (shielding effectiveness ≥40dB, GB/T 17738-2019);
- Conducted Disturbance: In the 150kHz-30MHz frequency band, the disturbance current is ≤54dBμA (limit 60dBμA). The air layer and coating of honeycomb cells form an “impedance matching structure” to reduce conducted interference;
- Immunity: No abnormalities occur in electrostatic discharge (ESD) tests (contact discharge 8kV, air discharge 15kV, GB/T 17626.2-2018). Due to the material’s surface resistance of 1×10⁸Ω (between conductor and insulator), static electricity can be released slowly to avoid breakdown.
Q4: What is the synergistic heat dissipation mechanism between this material and liquid cooling systems in large-scale energy storage stations?
Un: Through CFD (Fluent) simulation and test verification, a synergistic heat dissipation system of “cell natural convection – liquid cooling forced convection” is formed:
- Honeycomb Channels: 8-12mm cell pitch forms vertical convection channels with an air velocity of 0.3-0.5m/s and heat dissipation power of 5-8W/㎡·K, reducing the surface temperature of energy storage cells from 55℃ to 48℃;
- Liquid Cooling Synergy: The liquid cooling plate is bonded to the honeycomb panel using thermal conductive adhesive (thermal conductivity 2W/(m·K)). The honeycomb panel acts as a “thermal conductive intermediate layer”, increasing the efficiency of heat transfer from cells to the liquid cooling plate by 15% (thermal resistance reduces from 0.15K/W to 0.13K/W compared with direct bonding);
- Temperature Uniformity: Synergistic heat dissipation reduces the internal temperature difference of the cabinet from 8℃ to 3℃ (GB/T 36276-2018 requires ≤5℃), avoiding cell capacity attenuation caused by local hotspots (capacity retention rate increases from 85% Utia'al 90% after 1000 cycles).
Q5: Does the Life Cycle Assessment (LCA) of this material comply with the “dual carbon” goals?
Un: LCA analysis in accordance with ISO 14040-2006 (cradle-to-grave, functional unit: 1㎡ honeycomb panel) shows:
- Energy Consumption: The energy consumption in the production stage is 280kWh (including aluminum smelting, rolling, and forming), which is 46% lower than that of steel frames (520kWh) y 67% lower than that of carbon fiber honeycomb panels (850kWh);
- Carbon Emission: The full-cycle CO₂ emission is 12kg, which is 57% lower than that of steel frames (28kg) y 73% lower than that of carbon fiber honeycomb panels (45kg) (carbon fiber production requires acrylonitrile oxidation, resulting in high carbon emissions);
- Recycling: Aluminum foil can be 100% recycled by melting, with a recycling energy consumption of only 5% of primary aluminum (GB/T 27690-2011). Recycling over 10 years can reduce CO₂ emissions by 8kg/㎡, complying with the carbon footprint requirement (≤100kg CO₂eq/kWh) of the EU New Battery Regulation (2023/1542).