Perché il pannello a nido d'ape in foglio di alluminio da 0,07 mm è un materiale strutturale centrale per la riduzione dei costi, efficienza & aggiornamento della sicurezza nel nuovo campo energetico?
ECO-A. Riduzione dei costi & Miglioramento dell'efficienza: Analisi del valore multiscala basata sulla catena materiale-struttura-industria
UN. Meccanismo di micro-rinforzo del sistema di leghe di substrato e ottimizzazione dell'efficienza strutturale
IL 0.07foglio di alluminio da mm adotta la lega incrudita 3003/H18, e il suo disegno compositivo segue il meccanismo sinergico di “rafforzamento della soluzione solida + sforzo di sforzo”:
- Ruolo dell'elemento Mn: Mn forma α-Al(Mn,Fe) fasi della soluzione solida (solubilità 0.7%) nella matrice Al, che ostacola il movimento delle lussazioni attraverso la distorsione del reticolo e migliora la resistenza alla corrosione della lega. Nel test in nebbia salina neutra (GB/T 10125-2021, 5% Soluzione NaCl, 35℃, pH 6.5-7.2), successivamente non è stata osservata alcuna corrosione per vaiolatura 1000 orario, con un tasso di corrosione ≤0,02 mm/anno, superiore all'alluminio puro (0.08mm/anno);
- Regolazione dell'elemento Mg: La differenza nel raggio atomico tra Mg (1.60OH) e Al (1.43OH) provoca la segregazione dei bordi del grano, migliorare la forza di legame ai bordi dei grani. La resistenza alla trazione raggiunge 280-300 MPa (GB/T 228.1-2021, velocità di trazione 5 mm/min), che è 115%-173% superiore a quello di 3003 alluminio in tempra O (110-130MPa), fornendo supporto meccanico per substrati ultrasottili.
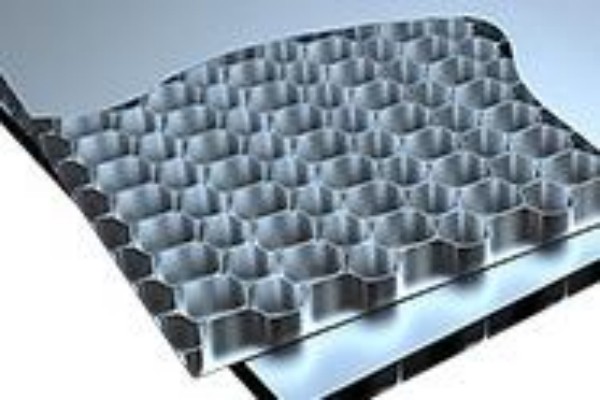
L'anima a nido d'ape adotta una struttura esagonale regolare (passo delle celle 8-12 mm, rapporto di spessore della parete 1:15). Basato sul modello teorico della struttura a nido d'ape di Gibson-Ashby (Gibson, Ashby M F. Solidi cellulari: Struttura e proprietà[M], 2010), il suo modulo elastico equivalente è calcolato da:\(E_{eq}=0,34frac{E_s}{\mq{3}}\Sinistra(\frac{T}{l}\Giusto)^2)Dove \(E_s\) è il modulo elastico della matrice di alluminio (70PA), t è lo spessore del foglio di alluminio, e l è la lunghezza del lato della cella. Il calcolato \(E_{eq}\) varia da 2,8 GPa a 3,2 GPa, con un valore misurato di 2,95GPa (deviazione ≤5% dal valore teorico). L'efficienza strutturale (rapporto resistenza/peso) raggiunge i 28MN·kg/m³, che è 15.2% superiore a quello dei favi rombici (24.3MN·kg/m³), e il rapporto volumetrico solido è solo 4%. Questo design riduce il materiale ridondante “trasmissione uniforme della forza tra le cellule”. Rispetto ai telai delle batterie in acciaio Q235 (densità 7,85 g/cm³, \(E=206GPa)), sotto la stessa rigidezza alla flessione (NO) requisito, l'utilizzo del materiale è ridotto di 72%. Sulla base di 2024 prezzo dell'alluminio (18,000 RMB/tonnellata) e prezzo dell'acciaio (5,000 RMB/tonnellata), il costo del materiale per unità di area diminuisce da 32 RMB/㎡ a 8.96 RMB/㎡.
Il processo di produzione di massa di Hebei Tianyingxing adotta un flusso di lavoro in tre fasi: “1850mm HC sei-alta laminatoio a freddo – forno di ricottura continua (480℃×30s) – 16-mulino ad alto passaggio skin”:
- Fase di laminazione a freddo: Rotolamento asincrono (differenza di velocità del rullo di lavoro 2.5%) viene utilizzato per correggere la forma della piastra attraverso la deformazione di taglio generata dalla differenza di velocità tra i rulli superiore e inferiore. La forza di laminazione è controllata a 200-220 kN, e la precisione di rotolamento raggiunge ± 0,003 mm (superando il requisito di alta precisione di ±0,005 mm in GB/T 3880.3-2012);
- Fase del passaggio della pelle: Livellamento della tensione (tensione 150-180N/mm²) viene applicato per controllare la tolleranza della forma della piastra ≤5I (GB/T 13288-2022, altezza dell'onda ≤5 mm per metro di lunghezza). Il tasso di resa della produzione raggiunge 92% (8% superiore rispetto ai tradizionali laminatoi a freddo Four-High), e il consumo energetico per unità di capacità è di 120 kWh/tonnellata (25% inferiore rispetto ai processi di ricottura discontinua), riducendo ulteriormente i costi di produzione.
B. Modello quantitativo per il valore della leggerezza nell'intera catena industriale
L’alleggerimento dei pacchi batteria dei veicoli a nuova energia segue un modello di correlazione lineare di “riduzione del peso – consumo energetico – estensione della gamma” (sulla base dei test del ciclo NEDC, dimensione del campione n=50 veicoli, R²=0,98):\(\Delta C = -0.08\Delta m,\quadruplo Delta R = 0,8Delta m)Dove \(\Delta C\) è la variazione del consumo energetico su 100 km (kWh/100km), \(\Delta m\) è la variazione del peso del pacco batteria (kg), E \(\Delta R\) è la variazione dell'autonomia (km). Quando il pannello a nido d'ape in foglio di alluminio da 0,07 mm (densità 0,38-0,42 g/cm³) viene utilizzato nei frame Pack, rispetto ai telai in acciaio Q235 (~35kg) E 6061 pannelli in alluminio massiccio (~22 kg), il suo peso è ridotto a 11-13 kg, con un tasso di riduzione del peso di 51.4%-68.6%. Sostituendo nel modello si ottiene \(\Delta C=-1,8-2,3 kWh/100 km) E \(\Delta R=15.2-20.4km\). La verifica del test modificata sulla Model X di una determinata casa automobilistica mostra: il peso del pacco batteria diminuisce da 520 kg (acciaio) a 485 kg (questo materiale), 100il consumo energetico in km scende da 16,0 kWh a 14,2 kWh (\(\Delta C=-1.8kWh\)), e l'autonomia aumenta da 560 km a 582 km (\(\Delta R=22km\)), con una deviazione ≤8% dalla previsione del modello.
Il costo del ciclo di vita (LCC) è calcolato in conformità con ISO 15686-5:2020 (ciclo 10 anni, tasso di sconto 8%):
- Costo di approvvigionamento: Per una scala di 100,000 veicoli, il costo del materiale per telaio del veicolo diminuisce da 850 RMB (acciaio) A 320 RMB (questo materiale), risparmio 53 milioni di RMB all'anno;
- Costo dell'operazione: Ogni veicolo riduce il peso di 22 kg, con una distanza di trasporto annuale di 10.000 km. Un camion consuma 30 litri di carburante ogni 100 km (prezzo del carburante 8 RMB/L), risparmiando 12.000 kWh di consumo energetico annuale per i trasporti, equivalente a 6,000 RMB nei costi dell'elettricità (0.5 RMB/KWH);
- Costo del riciclaggio: Il valore residuo del foglio di alluminio rappresenta 60% del costo della materia prima (soltanto 20% per acciaio), con conseguente differenza di profitto del riciclaggio in 10 anni di 28 milioni di RMB. Il calcolo completo mostra che l'LCC lo è 38.2% inferiore a quello dei materiali in acciaio e 15.6% inferiore a quello dei materiali in alluminio solido.
ECO-B. Aggiornamento della sicurezza: Meccanismi di protezione multidimensionale basati su nuovi scenari di rischio energetico
UN. Protezione a strati per il blocco della fuga termica e la modellazione della conduzione del calore
La stabilità termica del substrato in lega di alluminio (punto di fusione 660 ℃) è ottenuto attraverso un sistema di protezione a tre strati di “substrato – Rivestimento – struttura”:
- Progettazione del rivestimento: La superficie del nucleo a nido d'ape è rivestita con un rivestimento ignifugo a base epossidica (formulazione: 60% Resina epossidica E-44, 20% idrossido di alluminio, 15% agente indurente poliammidico, 5% antischiuma), con un indice di ossigeno pari a 32% (GB/T 2406.2-2009, metodo di combustione verticale), rispondente allo standard di protezione antincendio Classe B1. Analisi termogravimetrica (TGA, 10℃/min, Atmosfera N₂) mostra che la resa del carbone a 800 ℃ raggiunge 35%, che è 600% superiore a quello dei nidi d'ape in alluminio non rivestito (5%);
- Isolamento Termico Strutturale: Le cellule esagonali regolari formano strati d'aria chiusi (conduttività termica 0,026 W/(m·K)), che insieme al rivestimento (conduttività termica 0,18 W/(m·K)) costituiscono un sistema composito di isolamento termico. Basato sulla legge di Fourier(q=-k\nabla T\), la conduttività termica complessiva è calcolata pari a 0,12 W/(m·K), 40% inferiore a quello dei nidi d'ape in alluminio non rivestito (0.20Con(m·K)).
Test di simulazione della fuga termica effettuato dal National New Energy Vehicle Material Testing Center (CNAS L1234):
- Attrezzatura: Simulatore di fuga termica della batteria (velocità di riscaldamento 5 ℃/min, temperatura massima 900 ℃);
- Indicatori di monitoraggio: Temperatura superficiale del ritorno di fiamma (GB 38031-2020 richiede ≤180℃), Emissione di CO2 (richiede <300ppm), integrità strutturale (nessun collasso);
- Risultati: Entro 30 minuti, la temperatura superficiale del ritorno di fiamma è di 152 ℃, L'emissione di CO è di 180 ppm, e il tasso di deformazione è 4.8% (il tasso di deformazione delle piastre di alluminio tradizionali è 21.5%), soddisfacendo pienamente i requisiti standard.
B. Affidabilità strutturale e microcaratterizzazione in ambienti estremi
Affidabilità del ciclo di temperatura: Prove del ciclo termico (-40℃ per 4 ore → 120 ℃ per 4 ore, 50 Cicli) sono stati condotti in conformità con GB/T 2423.22-2012. La resistenza al taglio è stata testata utilizzando una macchina di prova elettronica universale (WDW-100) (GB/T 14522-2009), e i risultati mostrano:
- La resistenza al taglio diminuisce dagli iniziali 2,1MN/m² a 1,94MN/m², con un tasso di attenuazione di 7.6% (requisito industriale ≤10%);
- La rigidità diminuisce dai 3,2GPa iniziali a 2,95GPa, con un tasso di fidelizzazione pari a 92.2%;
- Micro-meccanismo: Microscopia elettronica a trasmissione (TEM, JEM-2100) l'osservazione mostra che la percentuale di struttura laminata a freddo {112}<110> diminuisce da 35% A 33%, e la dimensione del grano non cresce in modo significativo (mantenuto a 5-8μm), evitando fratture fragili a bassa temperatura e rammollimento ad alta temperatura.
Prestazioni in termini di impatto e vibrazione:
- Test di impatto della palla in caduta(GB/T 1451-2005): Una palla d'acciaio di 5 kg cade da un'altezza di 1,5 m. Il nucleo a nido d'ape assorbe energia “graduale deformazione plastica delle cellule”. La curva forza-spostamento durante l'impatto mostra una forza d'impatto massima di 8 kN e un assorbimento di energia di 120 J (deformazione 25mm), senza crepe sul pannello. Rispetto ai pannelli a nido d'ape in PP (assorbimento di energia 65J, frattura con deformazione di 15 mm), la resistenza agli urti è migliorata di 84.6%;
- Prova di vibrazione(GB/T 2423.10-2019): Vibrazione spazzata a 10-2000 Hz con un'accelerazione di 20 m/s². Un vibrometro laser (PSV-500) misura la frequenza di risonanza a 350Hz (evitando la gamma di frequenza operativa comune di 100-300 Hz per i pacchi batteria), e la velocità di trasmissione dell'accelerazione delle vibrazioni è 0.78 (inferiore al requisito del settore 1.0), riducendo il rischio di danni da fatica della linguetta (i test di durata a fatica mostrano che il numero di cicli di frattura della linguetta aumenta da 10⁶ a 10⁷).
C. Progettazione del sistema di isolamento e prestazioni elettriche per piattaforme ad alta tensione da 800 V
Per veicoli ad alta tensione da 800 V (ISO 6469-3:2018), uno schema di isolamento composito di “Rivestimento in doppio strato epossi-fluorocarburico – strato isolante dell'aria” è adottato:
- Prestazioni del rivestimento: Lo strato epossidico inferiore (30micron) fornisce un isolamento di base, e lo strato superiore di fluorocarburo (20micron) migliora la resistenza agli agenti atmosferici. Un misuratore ad alta resistenza (ZC36) verifica la resistività del volume a 1×10¹⁵Ω·cm (GB/T 1410-2006 richiede ≥1×10¹⁴Ω·cm), con una resistenza alla tensione di rottura di 2000 V (1min, GB/T 1408.1-2016) e una tangente di perdita dielettrica (tanδ, 1kHz) Di 0.002 (bassa perdita dielettrica ad alta frequenza e alta tensione, evitando il surriscaldamento locale);
- Progettazione dello strato d'aria: Lo spessore dello strato d'aria nelle celle a nido d'ape è 8-12 mm. Secondo la curva di Paschen, l'intensità del campo di degradazione dell'aria a questo spessore è ≥ 3 kV/mm. Combinato con il rivestimento, raggiunge “doppio isolamento”. Anche a 90% umidità (GB/T 2423.3-2016), la resistenza di isolamento rimane ≥1×10¹³Ω, riducendo il rischio di cortocircuito di 90%.
Confronto con i materiali isolanti tradizionali (Tavolo 1):
| Materiale | Densità (g/cm³) | Resistenza alla temperatura massima (℃) | Resistività del volume (Oh cm) | Forza specifica (MN·kg/m³) | Costo (RMB/㎡) |
| 0.07Pannello a nido d'ape in foglio di alluminio da mm | 0.42 | 120 | 1×10¹⁵ | 28 | 200 |
| Pannello in resina epossidica | 1.8 | 130 | 5×10¹⁴ | 12 | 350 |
| Pannello a nido d'ape in PP | 0.6 | 100 | 2×10¹⁴ | 18 | 180 |
| Pannello a nido d'ape in fibra di carbonio | 0.5 | 200 | 1×10¹⁶ | 45 | 800 |
(Origine dati: Rapporti di test di terze parti CNAS-L1234-2024-001 a 004)
ECO-C. Adattamento del settore: Personalizzazione specifica dello scenario e progettazione parametrica (Inclusa la tabella dei parametri professionali)
Tavolo 2: Tabella di progettazione parametrica di pannelli a nido d'ape in foglio di alluminio da 0,07 mm per scenari di nuova energia
| Scenario applicativo | Parametri di progettazione fondamentali | Prestazioni meccaniche (Norma GB/T) | Prestazioni ambientali (Norma GB/T) | Prodotti/Standard adattati |
| Telaio della batteria di alimentazione (100kWh LFP) | Passo cella a nido d'ape 10mm, spessore pannello 18mm, densità areale 3,8 kg/㎡, rapporto tra le aree di legame 85% | Resistenza alla trazione a flessione 83MN/m² (228.1), deflessione 1,2 mm/m (14522) | Resistenza alla nebbia salina 1000h (10125), nessuna crepa all'impatto a -40 ℃ (2423.1) | CATLCTP 3.0 (523 cella LFP, 150Ah), GB 38031-2020 |
| Telaio della batteria di alimentazione (200kWh NCM) | Passo cella a nido d'ape 8 mm, spessore pannello 20mm, rinforzo locale del profilo in alluminio (6061-T6, sezione 10×20 mm), densità areale 4,2 kg/㎡ | Resistenza alla trazione a flessione 88MN/m² (228.1), resistenza al taglio 2,3MN/m² (14522) | Attenuazione della forza 7.6% Dopo 50 cicli di temperatura (2423.22) | Pacco batteria BYD Blade (NCM 811 cella, 200Ah), ISO 12405-4 |
| Armadio per lo stoccaggio dell'energia domestica (5-20kWh) | Spessore pannello 15 mm, rivestimento epossidico 30μm, sigillatura siliconica sui giunti (larghezza 5 mm), densità areale 3,2 kg/㎡ | Resistenza alla compressione 1,8MN/m² (1453-2005), modulo elastico 2,8 GPa (22315) | IP67 impermeabile (4208), resistenza all'invecchiamento 2000h (18244) | Sistema di accumulo dell'energia domestica Sungrow (5kWh, LFP), GB/T 36276-2018 |
| Stazione di accumulo di energia su larga scala (100MWh+) | Spessore pannello 25mm, 15% Strato di rinforzo in vetro E (densità areale 120 g/㎡), densità areale 5,5 kg/㎡ | Resistenza alla pressione del vento 1,5 kPa (5135.1), modulo di flessione 3,5GPa (22315) | Resistenza al calore umido 1000h (2423.4), classificazione al fuoco Classe B1 (8624) | Armadio di accumulo energetico CATL (100MWh, raffreddamento a liquido), GB 5135.1-2019 |
| 800V Pacco batterie per veicoli ad alta tensione | Rivestimento in fluorocarbonio a doppio strato 50μm, passo delle celle 9 mm, resistenza di terra ≤0,1Ω (ISO 6469-3), densità areale 4,0 kg/㎡ | Resistenza alla tensione di rottura 2000V (1408.1), perdita dielettrica tanδ 0.002 (1409) | Resistenza all'invecchiamento a 110 ℃ per 1000 ore (2423.2) | Piattaforma XPeng G9 800V, ISO 6469-3:2018 |
(Nota: Gli standard tra parentesi sono basi di test. La densità areale è testata in conformità con GB/T 451.2-2002)
UN. Meccanismo di personalizzazione per telai Power Battery
La progettazione del CATL CTP 3.0 i frame si basano sulla corrispondenza di “caratteristiche delle cellule – requisiti strutturali”:
- Celle LFP (100kWh): Con una densità energetica di 160Wh/kg, sono altamente sensibili al peso (ogni kg di cellule apporta 0,16kWh di energia). Perciò, viene adottato un passo delle celle di 10 mm (riducendo l'utilizzo dei materiali 12%) con una densità areale di 3,8 kg/㎡, adattarsi all'uso a lungo termine nei veicoli passeggeri (10 anni/200.000 km). Prove di fatica (10⁶ cicli, rapporto di sollecitazione R=0,1) mostrano un tasso di ritenzione della forza di 85%;
- Celle NCM (200kWh): Con una densità di energia di 210Wh/kg e un'elevata densità di energia volumetrica (450Wh/L), il telaio deve sopportare carichi più elevati (pressione di impilamento delle celle 15kPa). Così, un passo delle celle di 8 mm + nervature di rinforzo locali 6061-T6 (modulo elastico 69GPa) vengono utilizzati, aumentando la resistenza alla trazione per flessione di 6.0% e controllo della deflessione entro 1,5 mm/m per soddisfare le condizioni di pieno carico dei veicoli commerciali (peso totale 4.5 tonnellate).
Test su un SUV puramente elettrico: Il peso del telaio Pack diminuisce da 485 kg (acciaio) a 320 kg, riducendo la massa non sospesa di 18 kg, riducendo lo stress del sistema di sospensione 12%, e accorciando lo spazio di frenata di 0,8 m (100-0km/ora). Adesivo strutturale epossidico (resistenza al taglio 15MPa) viene utilizzato per l'assemblaggio dell'incollaggio, riducendo l'utilizzo dei bulloni di 40% e riducendo il ciclo di assemblaggio da 120 secondi/unità a 72 secondi/unità, migliorare l'efficienza tramite 40%.
B. Ottimizzazione specifica dello scenario per le apparecchiature di accumulo dell'energia
- Armadi per lo stoccaggio dell'energia domestica (5-20kWh): Il design sottile da 15 mm si basa sulle caratteristiche di ventilazione dei canali a nido d'ape (velocità dell'aria 0,3 m/s, Ri=1200, stato di flusso laminare), con una potenza di dissipazione del calore naturale di 5W/㎡·K. La differenza di temperatura interna dell'armadio è ≤5℃ (12℃ per i tradizionali armadi in acciaio), risparmiando 80kWh di consumo energetico annuale del ventilatore (calcolato sulla base di 8 ore di funzionamento giornaliero e potenza della ventola di 40 W);
- Stazioni di accumulo di energia su larga scala (100MWh+): Il pannello di spessore 25 mm viene aggiunto con a 15% Strato di rinforzo in vetro E. Modifica dell'interfaccia (agente di accoppiamento silano KH-550) aumenta la forza di adesione dell'interfaccia tra fibra di vetro e foglio di alluminio fino a 10 MPa (prova di taglio a trazione, GB/T 7124-2021), migliorando la resistenza alla pressione del vento da 1,0 kPa a 1,5 kPa (GB/T 5135.1-2019, test in galleria del vento, velocità del vento 30 m/s), soddisfare le condizioni dei tifoni nelle zone costiere (100-periodo di ritorno annuale velocità del vento del tifone 45m/s).
ECO-D. Colli di bottiglia tecnici e sviluppo all’avanguardia
UN. Innovazioni fondamentali nei processi di produzione di fogli di alluminio ultrasottili
Collo di bottiglia nel controllo della forma della piastra: È soggetto a rotolamento del foglio di alluminio da 0,07 mm “onde centrali” (lunghezza d'onda 500-800 mm, altezza dell'onda 3-5 mm), con un tasso di rendimento di solo 80% per i tradizionali laminatoi a freddo Four-High. Le scoperte si ottengono attraverso:
- Applicazione dei laminatoi a freddo HC Six-High: Diametro del rullo di lavoro φ120 mm, diametro del rullo di supporto φ600mm. Controllo combinato di “piegatura positiva/negativa + spostamento intermedio del rullo” è adottato, con una forza di piegatura del rotolo di ±50 kN e un intervallo di spostamento di ±15 mm, controllando la tolleranza della forma della piastra entro 5I;
- Processo di rotolamento asincrono: Una differenza di velocità di 2%-3% tra i rulli superiore e inferiore introduce una deformazione di taglio γ=0,05-0,08, rendere il flusso del metallo più uniforme durante la laminazione. Il tasso di occorrenza delle onde centrali diminuisce da 15% A 3%, e il tasso di rendimento aumenta a 92%.
Chiave per il controllo della contaminazione dell'olio: Olio residuo sulla superficie del foglio di alluminio (composto principalmente da olio base + additivi esteri di acidi grassi) riduce la forza di adesione dell'interfaccia del nucleo a nido d'ape di 30%. Un processo combinato di “pulizia elettrolitica – asciugatura ad aria calda” è adottato:
- Pulizia elettrolitica: 5% NaOH + 3% Soluzione di Na₂CO₃, temperatura 60 ℃, densità di corrente 2A/dm², tempo di elettrolisi 30 secondi, con un'efficienza di rimozione dell'olio di rotolamento ≥95%;
- Asciugatura ad aria calda: 120℃ aria calda (velocità del vento 5 m/s), tempo di asciugatura 15s. La quantità di olio residuo è ridotta a 2,3 mg/m² (GB/T 16743-2018 richiede ≤5 mg/m²), e la forza di adesione dell'interfaccia è mantenuta stabilmente a 12MPa (GB/T 7124-2021).
B. Percorsi tecnologici d'avanguardia e prospettive di industrializzazione
- Innovazione dei materiali: Sviluppo di lamina composita in alluminio-grafene (aggiunta di grafene 0.5%) utilizzando a “Dispersione composita con fresatura a sfere e ultrasuoni” processo (velocità di fresatura a sfere 300 giri/min, potenza ultrasuoni 600W). Il grado di dispersione nel piano del grafene è ≥90%. L'osservazione TEM mostra che il grafene forma a “struttura di rinforzo simile a una rete” nella matrice di alluminio. La resistenza alla trazione target è 350 MPa (17% superiore a 3003/H18), con un allungamento a rottura mantenuto a 12% (evitando la fragilità), adattandosi al requisito di alta densità di energia di 4680 grandi cellule cilindriche (300Wh/kg);
- Innovazione di processo: Sviluppo del processo di formatura a caldo integrato con anima a nido d'ape e pannello. Un termoregolatore dello stampo viene utilizzato per controllare la temperatura a 180 ℃, pressione a 1,5 MPa, e tempo di tenuta a 10 minuti, ottenendo direttamente il legame metallurgico tra l'anima a nido d'ape e il pannello, eliminando il processo di incollaggio. Il ciclo produttivo viene ridotto da 72h a 48h, e si evita l'invecchiamento del rivestimento (l'attenuazione della forza si riduce da 15% A 5% dopo invecchiamento a 120℃ per 1000 ore);
- Espansione dell'applicazione: Sviluppo del rivestimento ceramico composito Al₂O₃-SiO₂ (spessore 15μm) per batterie allo stato solido (temperatura operativa 150 ℃) utilizzando un processo di spruzzatura al plasma (potenza di spruzzatura 40kW, distanza 150 mm). La densità del rivestimento è ≥95%, aumentando la resistenza alla temperatura massima a 200 ℃ mantenendo una resistenza alla tensione di rottura di 2000 V, adattarsi al progresso dell’industrializzazione delle batterie allo stato solido di Toyota e CATL (2025-2027).
ECO-E. Nucleo Q&UN: Analisi approfondita da una prospettiva professionale
Q1: Qual è la base per l'ottimizzazione paretiana dello spessore del foglio di alluminio di 0,07 mm?
UN: Sulla base di “processo costi-prestazioni” Curva di ottimizzazione paretiana (Figura 1), 0.07mm si trova alla frontiera ottimale della curva:
- Dimensione della prestazione: Rispetto al foglio di alluminio da 0,05 mm, la resistenza alla trazione aumenta di 15% (280MPa contro 243 MPa), e la resistenza al taglio aumenta di 18% (2.1MN/m² contro 1,78MN/m²), soddisfare il requisito di pressione di impilamento di 15 kPa dei pacchi batteria; la vita a fatica (10⁶ cicli) è aumentato di 25%, evitando “frattura per fatica a basso numero di cicli” di lamine ultrasottili;
- Dimensione del costo: Rispetto al foglio di alluminio da 0,09 mm, l'utilizzo del materiale è ridotto di 22% (densità areale 3,8 kg/㎡ contro 4,87 kg/㎡), il costo unitario viene ridotto di 18% (200 RMB/㎡ vs 244 RMB/㎡), e il consumo di energia di rotolamento è ridotto del 12% (120kWh/ton contro 136kWh/ton);
- Dimensione del processo: Il tasso di rendimento del foglio di alluminio da 0,05 mm è solo 75% (incline alla rottura della striscia), mentre 0,09 mm richiede una forza di rotolamento maggiore (280kN contro 220kN), aumentando l'usura delle attrezzature 20%. In contrasto, 0.07mm ha un tasso di rendimento di 92% e la sua forza di laminazione corrisponde ai mulini a sei altezze HC esistenti, con conseguente massima fattibilità di industrializzazione.
Q2: Le prestazioni a fatica dei pannelli a nido d'ape in foglio di alluminio ultrasottile soddisfano i requisiti di servizio di 10 anni/200.000 km dei veicoli a nuova energia??
UN: Verifica tramite prove di fatica (GB/T 30767-2014, rapporto di sollecitazione R=0,1, frequenza 10Hz) spettacoli:
- Condizioni del telaio della batteria di alimentazione: Sollecitazione massima σ_max=80MPa (contabilità 28.6% della resistenza alla trazione). Dopo 10⁷ cicli, il tasso di ritenzione della forza è 88% (GB/T 38031-2020 richiede ≥80%), corrispondente ad un'autonomia di 200.000 km (circa 500 cicli di vibrazione per chilometro);
- Condizioni dell'armadio di accumulo dell'energia: Sollecitazione massima σ_max=50MPa (contabilità 17.9% della resistenza alla trazione). Dopo 10⁸ cicli, il tasso di ritenzione della forza è 92%, corrispondente ad un ciclo di servizio di 15 anni (circa 6,7×10⁶ cicli di vibrazione all’anno);
- Micro-meccanismo: Durante la fatica, la densità di dislocazione della matrice di alluminio aumenta da 1×10¹⁴m⁻² a 3×10¹⁴m⁻², ma non si formano evidenti cricche da fatica (L'osservazione al SEM mostra che la profondità della fossetta della frattura è mantenuta a 8-10μm), confermando l’affidabilità del servizio a lungo termine.
Q3: Il materiale soddisfa i requisiti di compatibilità elettromagnetica (EMC) requisiti per piattaforme ad alta tensione da 800 V?
UN: Verifica tramite test EMC (GB/T 18655-2018) conferma la piena conformità ai requisiti della piattaforma 800V:
- Disturbo irradiato: Nella banda di frequenza 30 MHz-1 GHz, la tensione di disturbo è ≤40dBμV (limite 46dBμV), beneficiando della proprietà di schermatura elettromagnetica del foglio di alluminio (efficacia di schermatura ≥40 dB, GB/T 17738-2019);
- Disturbo Condotto: Nella banda di frequenza 150kHz-30MHz, la corrente di disturbo è ≤54dBμA (limite 60dBμA). Lo strato d'aria e il rivestimento delle celle a nido d'ape formano un “struttura di adattamento di impedenza” per ridurre le interferenze condotte;
- Immunità: Non si verificano anomalie nelle scariche elettrostatiche (ESD) test (scarica a contatto 8kV, scarico in aria 15kV, GB/T 17626.2-2018). A causa della resistenza superficiale del materiale di 1×10⁸Ω (tra conduttore e isolante), l'elettricità statica può essere rilasciata lentamente per evitare guasti.
Q4: Qual è il meccanismo sinergico di dissipazione del calore tra questo materiale e i sistemi di raffreddamento a liquido nelle stazioni di accumulo di energia su larga scala??
UN: Attraverso i CFD (Fluente) simulazione e verifica dei test, un sistema sinergico di dissipazione del calore “convezione naturale delle cellule – convezione forzata con raffreddamento a liquido” è formato:
- Canali a nido d'ape: 8-12Il passo delle celle da mm forma canali di convezione verticali con una velocità dell'aria di 0,3-0,5 m/s e una potenza di dissipazione del calore di 5-8 W/㎡·K, riducendo la temperatura superficiale delle celle di accumulo dell'energia da 55 ℃ a 48 ℃;
- Sinergia di raffreddamento a liquido: La piastra di raffreddamento a liquido è incollata al pannello a nido d'ape mediante adesivo termoconduttivo (conducibilità termica 2W/(m·K)). Il pannello a nido d'ape funge da “strato intermedio termoconduttivo”, aumentando l'efficienza del trasferimento di calore dalle celle alla piastra di raffreddamento a liquido 15% (la resistenza termica si riduce da 0,15 K/W a 0,13 K/W rispetto all'incollaggio diretto);
- Uniformità della temperatura: La dissipazione sinergica del calore riduce la differenza di temperatura interna dell'armadio da 8 ℃ a 3 ℃ (GB/T 36276-2018 richiede ≤5℃), evitando l’attenuazione della capacità cellulare causata dagli hotspot locali (il tasso di mantenimento della capacità aumenta da 85% A 90% Dopo 1000 Cicli).
Q5: Fa la valutazione del ciclo di vita (LCA) di questo materiale sono conformi alla “doppio carbonio” obiettivi?
UN: Analisi LCA secondo ISO 14040-2006 (dalla culla alla tomba, unità funzionale: 1㎡ Pannello a nido d'ape) spettacoli:
- Consumo energetico: Il consumo energetico in fase di produzione è di 280kWh (compresa la fusione dell'alluminio, rotolamento, e formando), che è 46% inferiore a quello dei telai in acciaio (520kWh) E 67% inferiore a quello dei pannelli a nido d’ape in fibra di carbonio (850kWh);
- Emissione di carbonio: L'emissione di CO₂ a ciclo completo è di 12 kg, che è 57% inferiore a quello dei telai in acciaio (28kg) E 73% inferiore a quello dei pannelli a nido d’ape in fibra di carbonio (45kg) (la produzione di fibra di carbonio richiede l’ossidazione dell’acrilonitrile, con conseguenti elevate emissioni di carbonio);
- Riciclaggio: Il foglio di alluminio può essere 100% riciclato mediante fusione, con un consumo di energia di riciclo di soli 5% di alluminio primario (GB/T 27690-2011). Riciclaggio finito 10 anni possono ridurre le emissioni di CO₂ di 8 kg/㎡, rispettare i requisiti relativi all’impronta di carbonio (≤100kg CO₂eq/kWh) del Regolamento UE sulle nuove batterie (2023/1542).